Статья из архива альманаха «Управление производством».

Эта статья из архива альманаха «Управление производством», отражает ситуацию на момент её первой публикации, но этот опыт по-прежнему может быть интересен многим.
Когда рост объемов производства требует наращивания мощностей, первым и очевидным решением для многих предприятий становится расширение парка оборудования. Однако обходится этот простой выход из ситуации недешево: закупка и установка оборудования, задействование новых площадей, затраты на обслуживание, расширение штата и прочие сопутствующие расходы могут серьезно ударить по бюджету любого предприятия. Но можно ли найти возможности увеличения мощностей на имеющемся оборудовании? О том, как выявить и задействовать скрытые резервы оборудования, рассказывает Менеджер Центра обучения и развития производственной системы АО «Тихвинский вагоностроительный завод» Сергей Суринов.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
В современное промышленное оборудование производители закладывают огромное количество функций, которые выполняются в автоматическом режиме без привлечения эксплуатационного персонала. Определяются настройки, которые позволяют использовать оборудование максимально эффективно. Однако часто параметры настроек подбираются только для достижения уровня производительности, определенного в контракте, либо только для выпуска нескольких годных деталей в процессе проведения пуско-наладочных работ. Наличие возможности повышения производительности завод-изготовитель, как правило, не гарантирует.
В условиях непрерывно развивающегося производства появляется необходимость увеличения выпуска изделий. Достижение целей развития производства, как правило, производится за счет покупки нового оборудования, увеличения количества смен и числа операторов, пренебрежения временем на проведение планово-предупредительного ремонта и тому подобных действий. Таким образом, себестоимость продукции повышается за счет инвестиционных вложений, увеличения фонда оплаты труда, роста затрат на внеплановые ремонты.
Вторым направлением увеличения выпуска продукции на одной единице оборудования является применение многочисленных аппаратно-программных систем мониторинга состояния оборудования и прогнозирования отказов. Эти системы получают входные данные с датчиков, осуществляют их обработку и предоставляют персоналу любого уровня управления визуализированную информацию. Реакция на эту аналитику позволит оценить только отклонение от номинального режима работы, а задачу определения скрытых резервов и способов их задействования подобные системы не решают. Когда речь идет именно о скрытых резервах, обнаружение их возможно только персоналом. При этом человек должен уметь мыслить нестандартно и делать выводы на основе наблюдений.
В базе опыта Тихвинского вагоностроительного завода был сформирован ряд методов поиска и задействования скрытых мощностей производственного оборудования.
Немаловажное значение в использовании полного потенциала оборудования имеет установление максимально возможных режимов работы. Производители оборудования, сменного инструмента и расходных материалов к нему указывают рекомендации по их использованию, и абсолютно логичным является использование этой информации. Но встречаются примеры, когда занижение режимов техническими специалистами обосновывается опасениями, что излишне интенсивное использование оборудования приведет к преждевременному износу узлов либо поломке. При этом потери производительности могут достигать 35%. Подобный подход нельзя считать рациональным.
При поиске резервов мы опираемся на технические параметры (самые простейшие: скорость движения, частота вращения, сила тока) и результаты наблюдений (траектории движения рабочих органов оборудования, взаимодействие подвижных элементов друг с другом, поведение обрабатываемых материалов и т.п.). Конкретный набор характеристик и наблюдаемых процессов зависит от физики процесса.
Один из методов в арсенале инструментов повышения скорости работы оборудования у специалистов ТВСЗ основан на построении математической модели процесса. В его основе лежит вычисление корней квадратного уравнения. Один из корней показывает максимально возможную скорость работы оборудования.
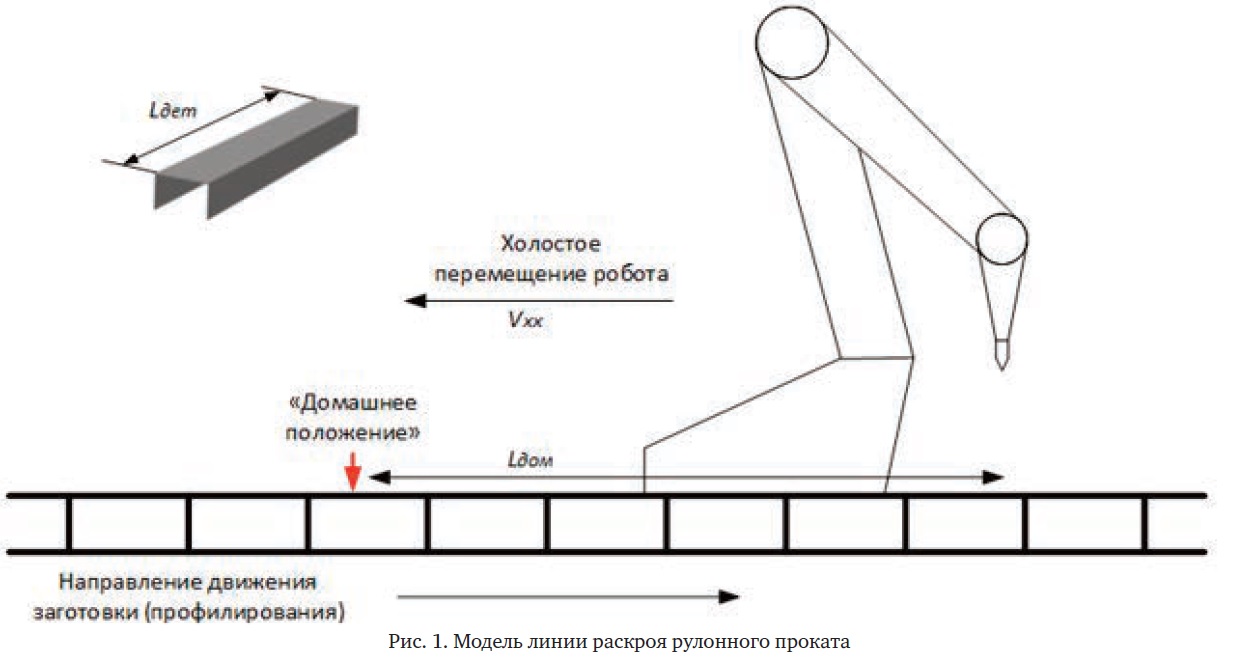
Рассмотрим применение этого метода и его результаты на примере линии раскроя рулонного проката. Автоматическая линия раскроя рулонного проката условно состоит из двух единиц оборудования: профилирующей линии и камеры плазменной резки профилей. При непрерывном процессе профилирования робот в движении производит плазмой порезку профилей на детали различной конфигурации. Параметром, влияющим на производительность линии, является скорость профилирования рулонного проката. Чем выше скорость профилирования, тем на большее расстояние перемещается каретка робота рядом с заготовкой и тем большее расстояние ей необходимо, чтобы вернуться в «домашнее положение».
Но бесконечно повышать скорость для увеличения производительности нельзя, так как это потребует бесконечного удлинения камеры плазменной резки и каретка робота не будет успевать перемещаться в «домашнее положение» к моменту начала отрезания детали. Были случаи, когда при слишком большой скорости каретка робота поздно возвращался в «домашнее положение» и робот отрезал от заготовки деталь двойной длины.
Рекомендаций поставщика по максимальной скорости профилирования по каждому виду профиля на момент проведения этих работ не было. Определить предельное значение скорости профилирования можно было бы и опытным путем, но это заняло бы много времени, так как пришлось бы пошагово повышать скорость и наугад подбирать координаты «домашнего положения» каретки робота. А с учетом того, что номенклатура изделий составляет более пятидесяти позиций, длительность подбора скоростей увеличится в десятки раз.
Путем составления линейных уравнений специалисты ТВСЗ вывели уравнение с квадратичной зависимостью вида ax2+bx+c=0. В качестве неизвестного х выступает скорость профилирования, а в качестве входных данных взяты длина детали (Lдет), время работы робота (позиционирование резака, плазменная резка и прочее) (Tробота), скорость холостого перемещения каретки робота в «домашнее положение» (Vхх) и координаты «домашнего положения» каретки робота (Lдом). Причем замерить необходимо только время работы плазменной резки на роботе, остальные данные переписываются с пульта управления.
Таким образом, произведя замеры всего лишь одного параметра и переписав еще три параметра из программы, можно безошибочно рассчитать максимальную скорость профилирования для любого профиля. Причем, на двух видах профилей расчеты подтвердили значение уже достигнутой максимальной скорости. Для остальных профилей скорости были рассчитаны по формуле.
В примере для детали «Стойка 003» (Табл. 1) найдено максимально близкое к нулю значение формулы и определено максимальное значение скорости, которое равно 5 метрам в минуту. Координата положения «дома» вычисляется через время работы робота и максимальную скорость.
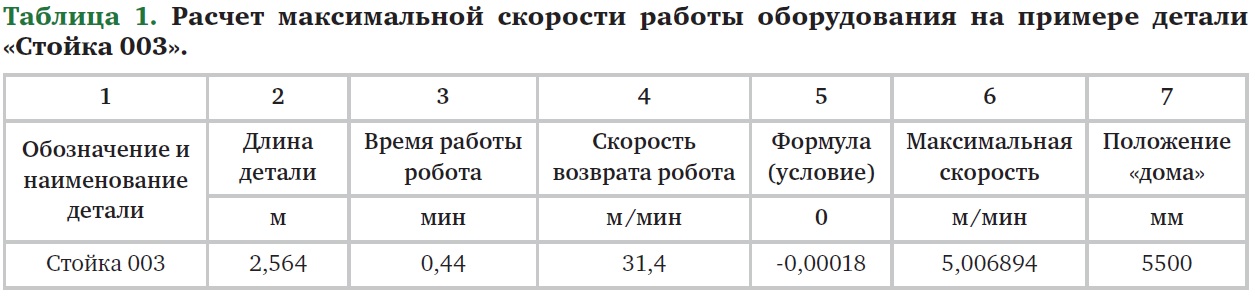
В приведенном примере при изготовлении стойки 003 увеличение скорости производства составило 25%. Есть примеры увеличения скорости на 96%. А среднее значение увеличения скоростей по всей номенклатуре изделий проката составило 27%.
Поиск оптимальных решений посредством наблюдений занимает большую часть процесса поиска и задействования скрытых мощностей. Приведу пример работ на плазменном оборудовании.
При производстве мелких деталей по одной из карт раскроя, которых насчитывалось сто штук, программная задержка подъема стола после падения деталей была настолько маленькой, что деталь не успевала скатываться и оказывалась зажатой между поднятым столом и «скелетом». При каждом таком зажатии деталей оператор прерывал выполнение программы, с помощью «монтажки» приподнимал «скелет», вытаскивал деталь и запускал программу заново. На все эти действия оператор сверх нормативного времени затрачивал по 12 секунд на деталь. Решение этой проблемы оказалось на первый взгляд парадоксальным, но очень простым: для устранения лишних действий оператора программно была увеличена задержка подъема стола на 2 секунды, что, естественно, привело к увеличению машинного времени в карте раскроя на незначительную величину. Но, тем не менее, суммарное фактическое время раскроя листа снизилось. Результатом стало устранение потерь времени в количестве 16,7 минут на один лист, что составляет 23% от времени раскроя листа.
Приведенные примеры доказывают, что поиск и задействование скрытых мощностей оборудования специалисты ТВСЗ проводят без дополнительных затрат. Применяя нестандартный подход к анализу процессов и творческую мысль, мы задействуем не менее 20% скрытого потенциала оборудования без привлечения крупных инвестиций на покупку дополнительного оборудования. Кроме того, одновременно мы устраняем один из видов потерь – неиспользование творческого потенциала сотрудников.
На производственную эффективность влияет и качество условий труда, и безопасность работников. Поэтому Тихвинский вагоностроительный завод постоянно реализует мероприятия, направленные на профилактику производственного травматизма, сохранение здоровья работников, экологическую и пожарную безопасность производства. В 2017 году на предприятии запланировано более 100 мероприятий по улучшению условий труда общим бюджетом свыше 300 млн рублей.
Одним из важнейших направлений в сфере охраны труда являются мероприятия, направленные на защиту рабочих от воздействия вредных факторов. В 2016 году на приобретение сертифицированных средств индивидуальной защиты, включая спецодежду и специальную обувь, было затрачено 130 млн рублей. На предприятии ведется систематическая работа по профилактике профессиональных заболеваний, поддержанию благоприятных и безопасных условий труда на местах. Например, на участках металлообработки заготовок и деталей работники используют современные шлифовальные машинки с пониженным уровнем локальной вибрации и виброзащитные перчатки. В течение года планируется установить специальные сухие ванны, которые снимают напряжение с рук и обеспечивают лечебно-восстановительный эффект.
На ТВСЗ проводится регулярная специальная оценка условий труда: производятся заборы воздуха рабочих зон, проверяется микроклимат (скорость движения и влажность воздуха, температура), замеряется уровень шума и вибрации. Для проведения углубленного обследования и выявления заболеваний у работников, отработавших во вредных условиях более 5 лет, привлекается Санкт-Петербургский центр профессиональной патологии. Кроме того, до конца 2017 года в цехах предприятия будет реализован проект по модернизации и реконструкции аспирационной и фильтровентиляционной систем общей стоимостью более 200 млн рублей.
В январе 2017 года Тихвинский вагоностроительный завод отметил пятилетний юбилей. За прошедшие годы из одной производственной площадки выросло уже четыре вагоностроительных предприятия, непрерывно работающих над повышением эффективности процессов и конкурентоспособности своей продукции.
Проводимая работа приносит свои плоды. Подведение итогов внедрения Производственной системы за 2016 год на вагоностроительных предприятиях, входящих в состав ПАО «Научно-производственная корпорация «Объединенная Вагонная Компания», показало рост производительности труда на основных технологических линиях в среднем на 25%. Реализация проектов по развитию производственной системы позволяет повышать качество продукции, формировать бережливую производственную культуру, сокращать потери в процессах и не в последнюю очередь в области эффективного использования оборудования.
Как отметил генеральный директор АО «ТВСЗ» Геннадий Веселов: «Прошедший период был этапом становления и активного наращивания объемов производства. Главное, что удалось сделать за эти пять лет, − выйти на проектную мощность и даже перешагнуть этот порог. За счет увеличения сменности отдельных переделов выпущено больше вагонов, чем закладывалось по проекту. Для сравнения: в 2012 году на ТВСЗ было произведено 1,3 тыс., а в 2016 м – 15,3 тыс. вагонов. Это более чем 10-кратный рост.
Вторая пятилетка будет больше направлена на повышение эффективности использования ресурсов наших предприятий, сокращение издержек на выпуск вагонов, а также усиление конкурентных преимуществ в части коммерческих характеристик. Мы продолжим увеличивать глубину переработки, будем развивать те сегменты, которые сегодня используются на аутсорсинге. И конечно, важно не снижать взятый нами темп развития и продолжать оставаться номером один на рынке железнодорожной продукции».
Текст и изображения: Сергей Суринов













