Статья из альманаха «Управление производством».
Эта статья из архива альманаха «Управление производством», отражает ситуацию на момент её первой публикации, но этот опыт по-прежнему может быть интересен многим.
Компания X является транснациональной компанией, лидером на рынке разработки и производства полупроводниковых приборов, телекоммуникационного оборудования и электроники. Однако из-за высокой конкуренции в отрасли компания приняла решение о запуске программы повышения качества выпускаемой продукции и сокращения производственных издержек и срока выполнения заказа. Самыми значительными проблемами, с которыми сталкивались предприятия компании, являлись:
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Для решения описанных проблем компания приняла решение о внедрении ТРМ на своих заводах по всему миру, вдохновившись положительными примерами заводов других компаний в Японии и Китае. При помощи TPM компания рассчитывала повысить показатели ОЕЕ, а также практические навыки обслуживания оборудования и трудовую дисциплину сотрудников. Методологическую поддержку оказывал Японский институт производственного обслуживания (Japan Institute of Plant Maintenance, JIPM).
Первая попытка внедрения TPM была предпринята еще в конце 90-х гг., однако в итоге не увенчалась успехом. Основными причинами неудачи стали:
Проведя работу над ошибками, руководство компании предприняло вторую попытку внедрения ТРМ, и первым шагом в этот раз стала организация внутренней комиссии по ТРМ. Основными ее задачами стали отбор, корректировка и внедрение мероприятий, направленных на реализацию принципов ТРМ на производстве. Также в сферу ответственности комиссии входили разработка генерального плана, внедрение мероприятий в рамках ТРМ и создание обучающих материалов для сотрудников. Формирование комиссии стало важным фактором успешности нововведений. Компания не отказывалась от намерения охватить принципами ТРМ все свои заводы, однако на начальном этапе сконцентрировалась на постепенном и продуманном развертывании стратегии на одной модели станков одного из предприятий. В качестве пилотного был выбран завод компании в Гонконге.
Гонконгское предприятие компании специализируется на производстве беспроводных коммуникационных устройств, полупроводников, усовершенствованных электронных систем, в том числе телекоммуникационного оборудования, электронных компонентов для автомобилей, систем для оборонной и космической промышленности, мобильных телефонов, радиостанций и др. На заводе работает более 2 500 человек.
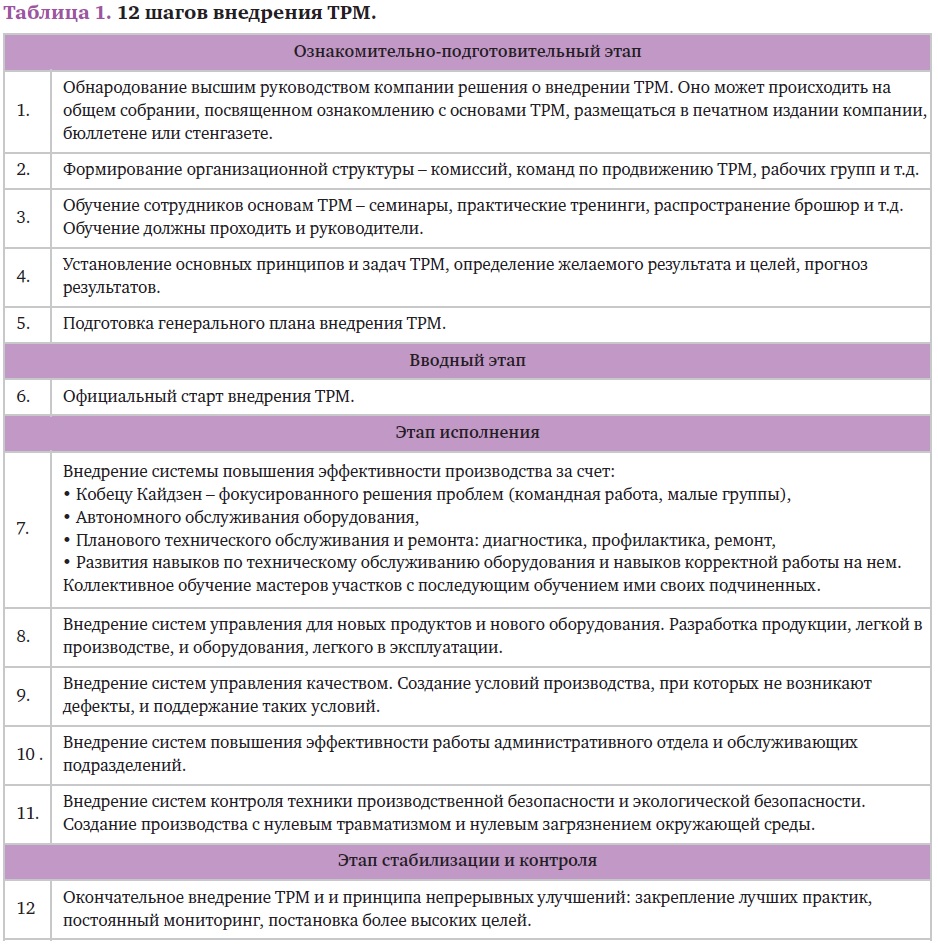
С учетом первого негативного опыта предприятие сформировало новую стратегию из 4 больших этапов, которые в свою очередь подразделялись на 12 шагов (табл. 1). Ознакомительно-подготовительный этап направлен на подготовку и создание среды для внедрения ТРМ, а также выбор методов, целей и разработку генерального плана внедрения. Вводный этап включает в себя только один шаг – официальный запуск внедрения ТРМ. Исполнительный этап предусматривает ряд мероприятий, направленных на внедрение практик автономного обслуживания, системы непрерывных улучшений и повышение эффективности производственных процессов.
Пилотное внедрение происходило на станках одной модели, расположенных в начале отдела автоматической сборки, а именно установки монтажа кристаллов.
Шаг 1. Принятие решения о внедрении ТРМ на предприятии
Изучив преимущества концепции Всеобщего ухода за оборудованием, высшее руководство компании приняло и обнародовало решение внедрить ТРМ на всех заводах компании. Также был представлен завод для пилотного внедрения.
Шаг 2. Формирование оргструктуры
Первым делом на гонконгском предприятии был назначен руководитель по внедрению ТРМ, подчиняющийся непосредственно высшему руководству компании и представляющий регулярные отчеты о ходе внедрения. Он также являлся главой комиссии по ТРМ, которая была сформирована для контроля и координации мероприятий – от подготовительного до исполнительного этапа. Комиссия по ТРМ условно разделялась на две функциональные команды: команда по обучению и подготовке и команда по продвижению. Команды обладали следующим набором функций:
Обучение и подготовка:
Продвижение:
Кроме того, руководство приняло решение об организации комитетов по ТРМ в каждом отделе. В комитет вошли представители отдела, у каждого из которых были свои функции:
Лидер отдела:
Координатор отдела:
Колонна автономного технического обслуживания и ремонта:
Колонна профилактического технического обслуживания и ремонта:
Колонна направленных улучшений:
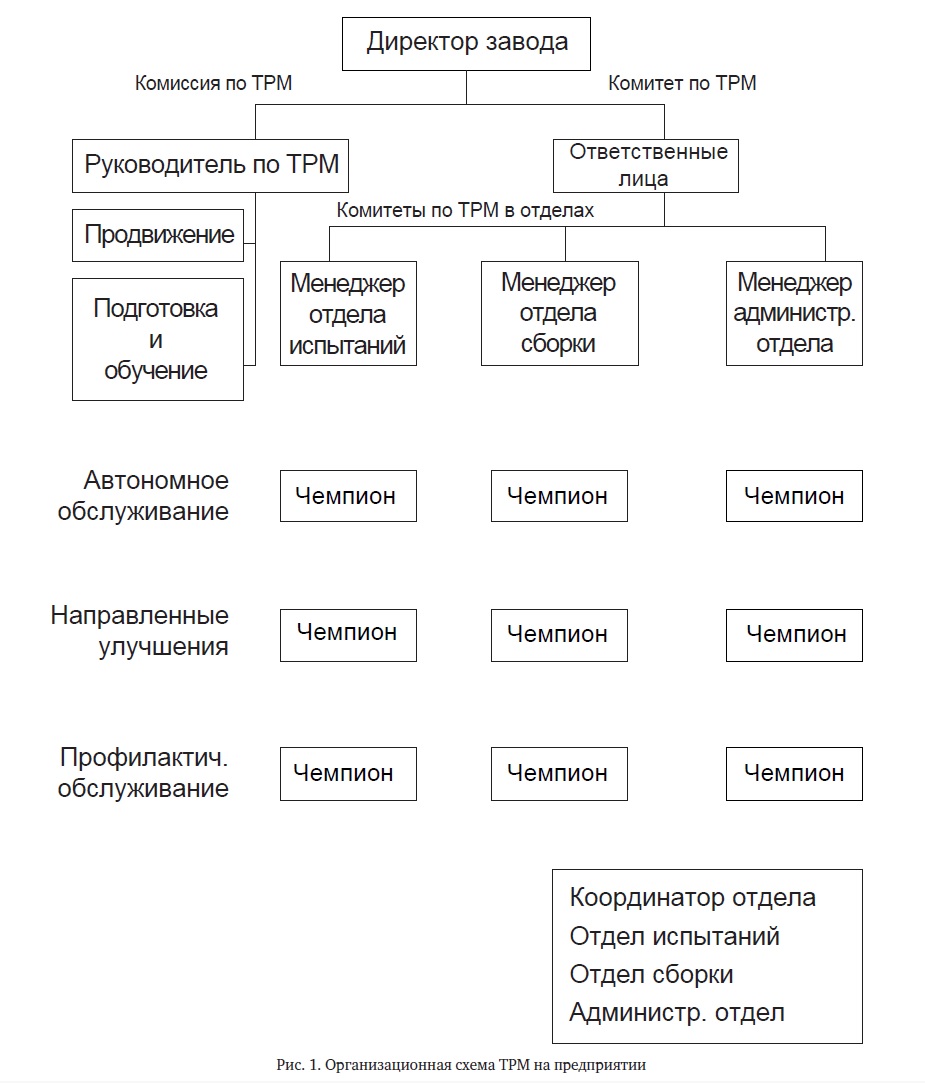
На Рисунке 1 отражена организационная структура внедрения ТРМ на предприятии. Костяком организации является комиссия и комитеты в отделах, но структура расширяется за счет малых групп, которые также принимают участие в нововведениях.
Шаг 3. Вводное обучение и подготовка
После формирования организационной структуры ТРМ на предприятии было развернуто обучение и подготовка сотрудников (тренера по ТРМ, ТРМ-координатора и иных ключевых фигур в процессе внедрения). Задача обучения и подготовки заключалась не просто в том, чтобы объяснить концепцию ТРМ, но и мотивировать сотрудников и снять сопротивление нововведениям. Некоторые сотрудники предпочитали привычный подход к работе, опасаясь, что ТРМ увеличит их рабочую нагрузку. В то же время сотрудники службы технического обслуживания и ремонта весьма скептически оценивали способность операторов провести профилактическое техническое обслуживание и ремонт оборудования.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Шаг 4. Установление основных принципов и задач внедрения ТРМ
Для достижения желаемого результата необходимо было установить основные принципы и задачи внедрения ТРМ. Эта задача была возложена на комиссию по внедрению. Основные принципы были изложены в виде официальных положений, согласно которым ТРМ становился неотъемлемой частью политики компании в средне- и долгосрочной перспективе. В качестве основной цели было определено достижение нулевого уровня дефектов, отказов и потерь путем реализуемых в малых группах мероприятий, направленных на повышение эффективности.
В рамках достижения цели были поставлены следующие задачи:
Шаг 5. Подготовка генерального плана внедрения ТРМ
После определения основной цели внедрения ТРМ и ключевых шагов по ее достижению комиссия приступила к подготовке генерального плана внедрения ТРМ. Этот план детально описывал основные мероприятия в рамках внедрения ТРМ и определял сроки начала и окончания каждого этапа.
Шаг 6. Официальный старт внедрения ТРМ
Цель данного этапа заключалась в официальном объявлении о запуске программы внедрения ТРМ и начале этапа преобразований. Необходимо было сформировать особую атмосферу, способствующую росту мотивации сотрудников и уровня их участия в нововведениях. Это связующий этап между этапами подготовки и исполнения. На рассматриваемом предприятии было проведено собрание всех сотрудников, участвующих во внедрении ТРМ, на котором менеджер по внедрению ознакомил собравшихся с планами, разработанными на подготовительном этапе, а также проделанной работой, как то созданием структуры продвижения внедрения ТРМ, основными целями и задачами ТРМ и генеральным планом внедрения ТРМ. После этого представитель работников официально подтвердил их готовность участвовать в нововведениях и добиваться поставленных целей сообща.
Шаг 7. Внедрение системы повышения эффективности производства
В ходе внедрения ТРМ на пилотном оборудовании, расположенном в начале отдела автоматической сборки, были сформированы только две команды – команда продвижения автономного технического обслуживания и команда направленных улучшений – поскольку операции в рамках профилактического ТО и направленных улучшений на начальном этапе внедрения ТРМ были идентичны. Кроме того, техническое обслуживание и улучшение состояния оборудования производились сотрудниками участка сборки.
Секция подготовки и обучения в отделе автоматической сборки занималась развитием навыков (корректной эксплуатации оборудования и его технического обслуживания) сотрудников. Был разработан учебный план, предусматривавший систему профессиональной аттестации операторов, а также развитие навыков технического обслуживания и ремонта (осмотр оборудования, смазка, чистка, затягивание винтов и т.д.). Более того, комиссия по внедрению ТРМ несла ответственность за развитие навыков операторов в сфере ТРМ (разработка концепции ТРМ для каждой команды, командная работа, развитие навыков диагностики оборудования).
Несмотря на тот факт, что команды по автономному обслуживанию и направленным улучшениям имели собственные задачи и работали самостоятельно, между ними было налажено тесное сотрудничество для достижения поставленной цели – «четыре шага на пути к уровню «ноль отказов». На рисунке 2 приведена схема внедрения ТРМ для двух этих команд.
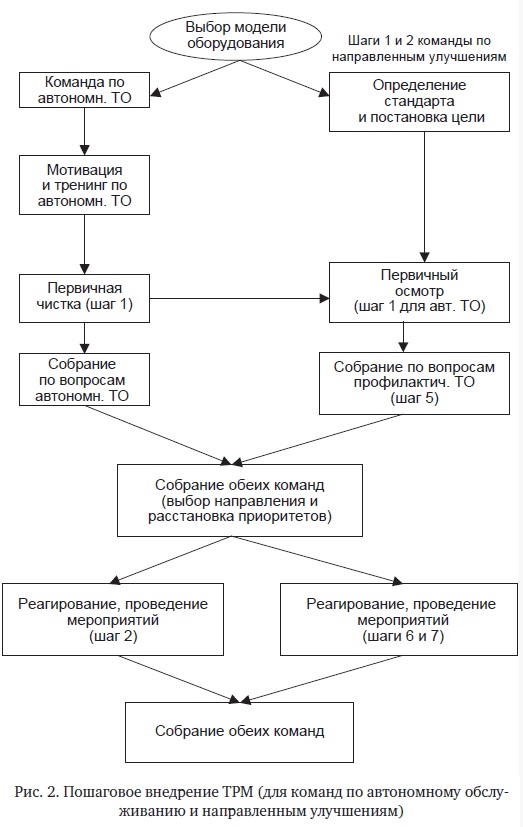
1. Выбор модели оборудования для пилотного внедрения
Выбор модели оборудования критически важен для успешного внедрения ТРМ, особенно на ранних этапах. Первые полученные результаты оказывают огромное влияние на мотивацию сотрудников и их готовность двигаться дальше. Важно, чтобы пилотное внедрение заметно повысило показатели эффективности пилотного участка по сравнению с показателями работы остального оборудования. Это позволит убедить сомневающихся, и внедрение ТРМ пойдет быстрее, поскольку пилотная модель послужит наглядным примером.
Выбор пилотного оборудования на предприятии основывался на следующих параметрах:
2. Формирование команды по проекту
Как известно, направленные улучшения подразумевают любые мероприятия, ориентированные на максимизацию общей эффективности оборудования и позволяющие устранить основные потери и повысить производительность. Команда по направленным улучшениям должна включать представителей разных функциональных подразделений, например, инженерно-технического отдела, службы ТОиР, производственного цеха.
3. Анализ основных потерь и постановка целей
Последовательный и эффективный процесс непрерывных улучшений невозможен без надежного сбора данных о состоянии оборудования и выработки четких и измеримых показателей эффективности. В рамках ТРМ основным показателем, от которого можно отталкиваться при реализации программ, является Общая эффективность оборудования (ОЕЕ), поскольку она в свою очередь зависит от эффективности текущего техобслуживания, управления оборудованием и доступных ресурсов. OEE опирается на показатели доступности, производительности и качества и рассчитывается по формуле:
ОЕЕ = Доступность х Производительность х Качество,
где:
Доступность оборудования = (планируемое производственное время-время простоя)/(планируемое производственное время),
Производительность оборудования = (выпуск продукции х время цикла)/(операционное время),
Качество = (объем продукции - объем брака)/(объем продукции).
Оценить надежность оборудования также помогает такой показатель, как MUBA – средняя наработка между отказами. Он помогает определить средний объем произведенной продукции до первого отказа и рассчитывается по следующей формуле:
MUBA = (общее количество произведенной продукции)/(количество простоев)
Для оценки эффективности пилотного внедрения был выбран именно этот показатель.
Все отклонения в работе оборудования автоматически регистрируются в информационной системе предприятия, так что количество и продолжительность простоев подсчитывалось автоматически. То есть в задачи оператора входило только регистрация показателя MUBA раз в неделю.
Для грамотной постановки целей и мониторинга внедрения ТРМ применяются и другие показатели, такие как количество поданных предложений по улучшениям, количество реализованных улучшений, количество проведенных «уроков одного вопроса» (кратких, не более 15 минут уроков, на которых рассматривается одна конкретная проблема или инструмент) и т.д.
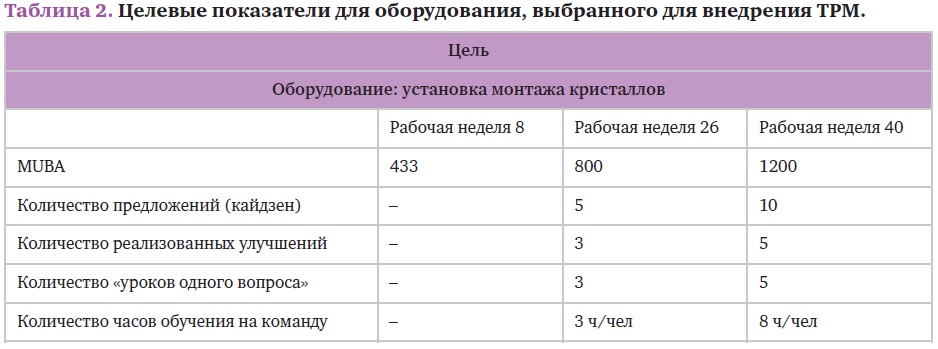
Каждое предприятие имеет возможность выбрать для себя подходящие показатели для оценки. Здесь важно соблюсти баланс: показатель должен давать реальную картинку ситуации, но и не быть излишне детальным, ведь это приведет к необоснованным издержкам и потерям времени, снижению мотивированности сотрудников и росту сопротивления изменениям. То есть успешный сбор данных требует выбора такого метода, который не занимает много времени, не требует чрезмерных затрат, но при этом дает точные и полные результаты. В таблице 2 приведен пример приведен пример целевых показателей для установки монтажа кристаллов – одного из станков в рассматриваемой технологической линии.
4. Первичная оценка
Задача первичного осмотра состояла в выявлении дефектов в оборудовании с технической точки зрения. Поскольку операторы могут обладать ограниченными знаниями о технической стороне работы оборудования, они могут не заметить некоторые дефекты. Именно поэтому члены команды по направленным улучшениям применили свои знания и провели первичный осмотр оборудования с целью выявления дефектов. Некоторое оборудование, вызывавшее наибольшие опасения специалистов, было остановлено и подвергнуто более тщательной инспекции.
5. Составление плана улучшений
После первичного осмотра команда по направленным улучшениям приступила к фазе разработки плана улучшений в отношении основных потерь. План составлялся на основании отчетов по основным типам отказов, которые были подготовлены по итогам инспекции. Работа была построена следующим образом: каждую неделю команда выбирала несколько типов отказов в зависимости от критичности и частоты, над которыми и трудилась всю неделю. Кроме того, всячески поощрялось участие операторов оборудования и других сотрудников в предложении собственных идей по улучшениям.
6. Внедрение улучшений
На основании предложений по улучшениям были предприняты меры по устранению источников потерь. В фазе преобразований чрезвычайно важно, чтобы каждый сотрудник понимал, для чего проводятся изменения, и разделял подход, особенно если это касается изменения методов работы на оборудовании. Необходимо спрашивать и учитывать мнения операторов оборудования, детально разъяснять, какие выгоды им принесет TPM.
7. Подтверждение эффективности
Все реализуемые изменения на участке отслеживались, результаты фиксировались, была составлена база лучшего опыта для его закрепления и распространения. Улучшения распределялись по трем категориям:
После внедрения улучшений проводилась оценка эффективности, и результат сравнивался с плановыми показателями. Если поставленная цель не достигнута, необходимо провести корректировку программы ТРМ.
8. Закрепление результата
Лучшим способом избежать отката к прежним показателям является разработка рабочих стандартов или инструкций. После получения запланированных результатов на предприятии была проведена стандартизация улучшений с целью недопущения рецидивов.
9. Распространение нововведений на аналогичное оборудование
После стандартизации рабочих методов команда начала работу по их распространению на другие процессы и технологические линии, где было задействовано схожее оборудование. Проведение преобразований на соседнем участке прошло быстрее, поскольку многие практики уже были отработаны на пилотном участке.
1. Формирование команды по автономному техническому обслуживанию и ремонту
Каждую смену операторы и техники проводили необходимые работы по профилактическому и корректирующему ТО. Команда по продвижению была сформирована именно из их числа, причем были выбраны представители от каждой смены. Поскольку технических знаний им могло недоставать, в каждую команду был назначен техник-специалист по оборудованию. Он являлся посредником в обмене информацией между командами по автономному обслуживанию и по направленным улучшениям.
2. Подготовка команды (обучение и мотивация)
Перед началом работ было проведено подготовительное занятие, посвященное автономному ТО. На этом занятии были рассмотрены основные принципы и задачи ТРМ, цели проведения первичной чистки оборудования, причины и последствия загрязнения оборудования, их влияние на износ оборудования, важность поддержания должных условий работы оборудования (чистки, смазки, затяжки винтов). Были вкратце обсуждены механизмы, функции и особенности работы оборудования. Это позволило операторам лучше понять структуру и работу вверенного им оборудования. Кроме того, в очередной раз прозвучало напоминание о требованиях техники безопасности при работе с оборудованием.
На предприятии стали регулярно проводится «уроки одного вопроса» (one-point lessons). Они подразделялись на посвященные базовым знаниям (информация, которой должен владеть каждый сотрудник), неполадкам (что с ними делать и как их избежать в дальнейшем) и улучшениям (методы, позволяющие достичь оптимальных результатов). Когда учащийся полностью усваивает материал, он сам становится тренером для своих коллег по команде.
3. Базовый осмотр
После прохождения необходимой подготовки члены команды приступили к приведению оборудования в порядок. Они визуально проверили все отклонения от нормы, например, небольшие дефекты, загрязнения и т.д. В случае обнаружения загрязнений или дефектов (пыли, грязи, излишков смазки), члены команды сперва регистрировали их для дальнейшего анализа и только потом приступали к устранению. Если команда не могла устранить дефекты собственными силами, приглашался специалист из ремонтного отдела.
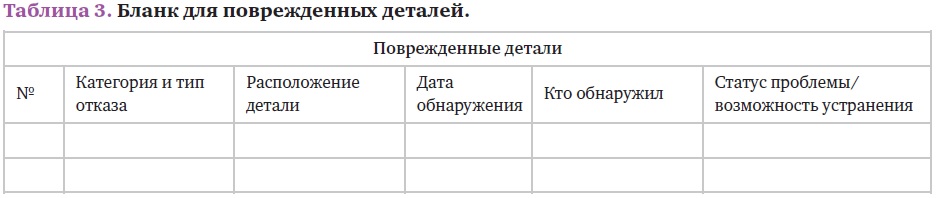
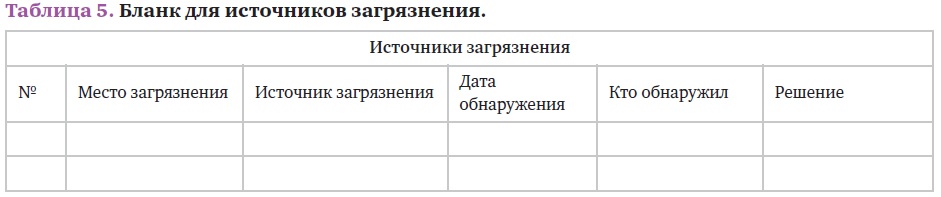
Всем обнаруженным недостаткам были присвоены номера и категории: «А» – влияние на безопасность/качество, «Б» – простои, «В» – косметические дефекты. Позднее эти категории позволили определить приоритетность рисков. В бланках также указывались дата обнаружения отклонения и имя того, кто его обнаружил. Регистрация всех отклонений дала возможность отслеживать тенденции и обнаруживать первопричины проблем.
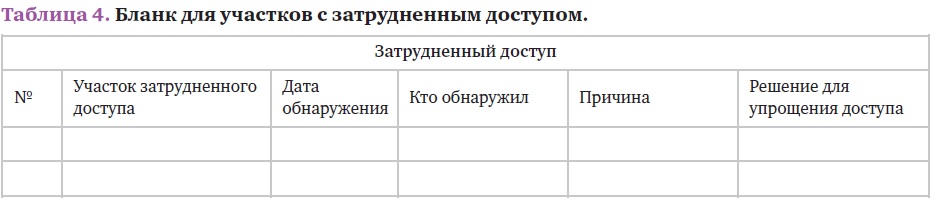
Бланки для заполнения в свою очередь делились на три типа: для поврежденных деталей/частей, для участков с затрудненным доступом и для источников загрязнений (табл. 3-5). В бланке для поврежденных деталей указывался номер дефекта, дата обнаружения, имя того, кто его обнаружил, место расположения детали, тип отказа и его статус. В бланке для затрудненного доступа к чистке или инспекции какого-либо участка оборудования в соответствующей форме указывался номер дефекта, дата обнаружения, имя того, кто его обнаружил, какие именно детали требуется очистить/смазать/осмотреть, тип и причина отказа. В случае обнаружения источников загрязнений соответствующая форма заполнялась всеми сотрудниками отдела, в ней указывались загрязненные участки и способы решения проблемы. Чтобы облегчить поиск в дальнейшем, каждое обнаруженное отклонение от нормы помечалось специальным ярлыком. На нем также указывался тип проблемы, кто и когда ее обнаружил.
4. Определение базовых условий работы оборудования
После выявления и классификации отклонений команда приступила к определению базовых условий работы оборудования. Отправной точкой в этом процессе послужило устранение обнаруженных дефектов и создание базы отклонений. Несложное обслуживание и ремонт было возложено на команду по автономному ТО. Те же решения, которые предусматривали замену деталей оборудования, его модификацию или ремонт, осуществляла команда по направленным улучшениям. Состояние оборудования после устранения неполадок было отмечено как базовое, ниже которого показатели опускаться не должны. В дальнейшем был организован постоянный мониторинг результатов с целью их постоянного улучшения.
Эта фаза для является очень важной для внедрения TPM. В этот период можно разработать множество новых методов работы, а также значительно углубить знания и умения в области работы с оборудованием. Обмен опытом и наработками между командами был одной из ключевых целей автономного технического обслуживания и ремонта.
5. Контрмеры (изменение конструкции, планировки, повышение эффективности)
Устранив самые простые неполадки, проведя уборку и заменив поврежденные детали, команда принялась за серьезные контрмеры, направленные на решение «хронических» проблем: устранение всех источников загрязнений, улучшение доступа к труднодоступным участкам для чистки и смазки и т.д. Решения были разработаны на основе бланков загрязнений и выявленных труднодоступных мест, распределенных по масштабам, критичности и влиянию на оборудование.
Команде по продвижению автономного обслуживания помогала команда направленных улучшений. Помимо устранения источников проблем велась работа по улучшению показателей обслуживания оборудования, а именно:
После внедрения улучшений команда автономного обслуживания провела оценку проведенных мероприятий. Все улучшения были направлены на то, чтобы установить оптимальные методы проведения осмотров, их частоту и разработать стандарты для осмотра и обслуживания. На основании оценки были установлены временные стандарты.
После проведенной работы по внедрению TPM на предприятии по производству электроники было необходимо оценить полученные результаты – как количественные, так и качественные – и то, в какой степени были достигнуты цели и задачи, поставленные на этапе планирования. Количественно исчисляемые результаты регистрировались производственным отделом еженедельно. Качественные – оценивались на основе отчетов мастеров участков, которых просили обращать внимание на те или иные аспекты работы их подчиненных.
Для оценки количественных изменений, достигнутых в результате внедрения ТРМ, использовались следующие показатели:
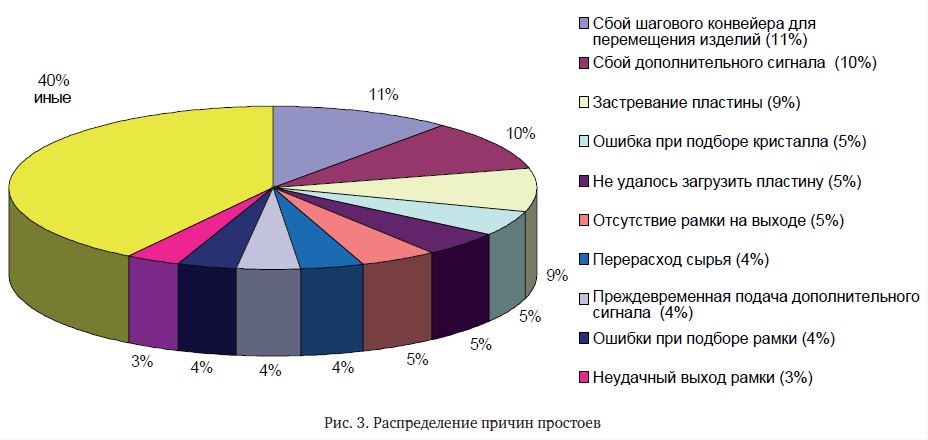
Основная доля улучшений в рамках ТРМ пришлась на устранение частоты простоев оборудования. Всего за 40 недель внедрения TPM произошло 7 348 простоев, которые можно распределить на 113 типов. Самые распространенные причины простоев отражены на рис. 3.
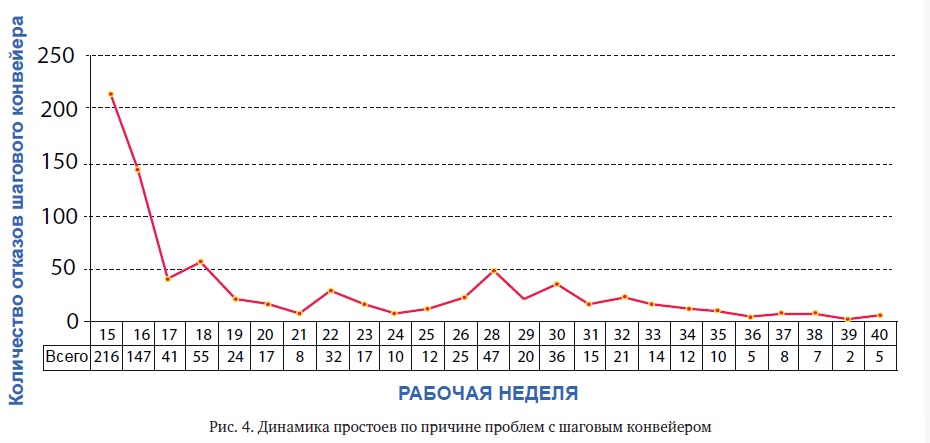
Оказалось, что основной причиной простоев и снижения MUBA на участке монтажа кристаллов являются проблемы, связанные с шаговым конвейером. Устранение именно этого типа отказов стало приоритетной задачей команд по автономному ТО и по направленным улучшениям. Результаты их работы отражены на рисунке 4. Командам удалось снизить количество простоев по причине отказа шагового конвейера с 216 на 15-й неделе до 2 на 39-й. В отношении других простоев также применялся командный подход.
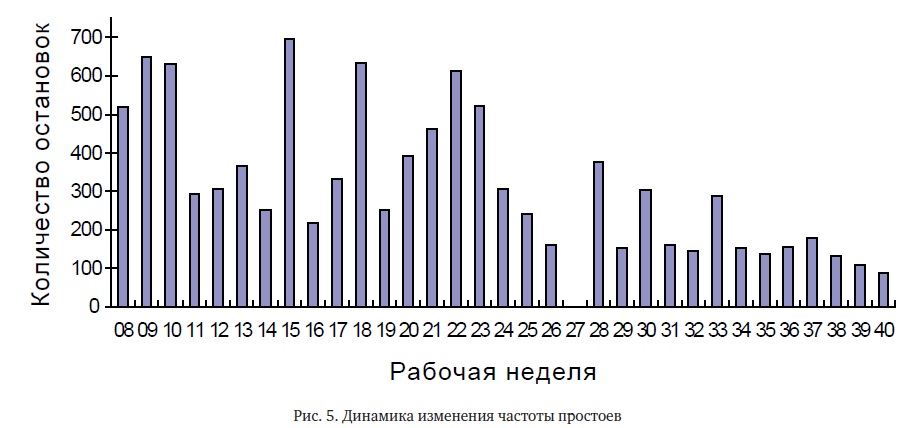
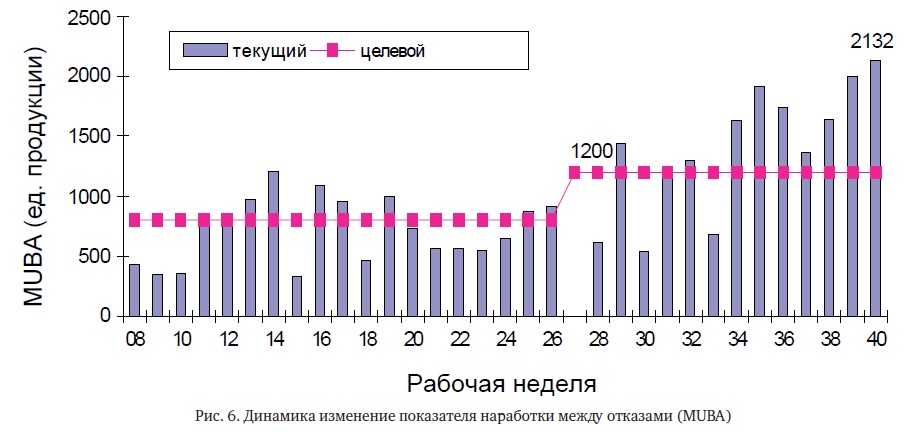
Средний объем производства на участке монтажа кристаллов составляет 200 000 единиц в неделю. Реализация программы TPM позволила добиться существенного сокращения общего количество простоев оборудования. Динамика отражена на рисунке 5. Как мы видим, наблюдается их заметное снижение (с 517 изначально до 89 после внедрения ТРМ). Сокращение простоев является важным фактором улучшения показателя МUBA для оборудования, что и подтвердили результаты оценки: показатель вырос с 400 единиц до отказа до 2132 на 40-й неделе (рис. 6), хотя целевой показатель на 40-ю неделю - 1200. Заметные колебания показателей на диаграммах объясняются большим количеством разнообразных проблем и сложностей, с которыми командам пришлось столкнуться, прежде чем работа была отлажено оптимальным образом: оборудование останавливалось на диагностику и устранение выявленных дефектов.
Цель снижения простоев на участке монтажа кристаллов и повышения эффективности оборудования была достигнута.
В ходе внедрения ТРМ были достигнуты не только количественные результаты. Не менее важным является то, что сотрудники прошли серьезное обучение, получили новые знания и углубили навыки технического обслуживания оборудования. Получение высококвалифицированного, опытного, мотивированного и самостоятельного персонала было одной из важных задач внедрения ТРМ. Более того, обучение, подготовка и мотивация являются ключевыми факторами успешности внедрения ТРМ.
Среди важнейших «нематериальных» результатов внедрения ТРМ следует отметить:
А) для работников:
Б) для компании:
В ходе второй попытки внедрения ТРМ в китайской компании по производству электротехнической продукции были исправлены некоторые ранее допущенные ошибки. Во-первых, руководство компании было лучше ознакомлено с основными положениями и методами ТРМ и оказывало проекту больше поддержки. Руководители всех уровней прошли обучающий курс по основам ТРМ. В ходе обучения они ознакомились с преимуществами подхода, например, перспективами максимизации использования активов и сокращения издержек в результате фокусировки на потребителе и привлечении всех сотрудников к процессу улучшений. Они осознали, что решимость и нацеленность руководства на результат являются залогом успешности нововведений. Кроме того, они убедились, что внедрение ТРМ не разовое действие, направленное на получение быстрых результатов, а долгосрочная и всеобъемлющая программа по постоянным улучшениям. Это понимание привело к тому, что руководство выделило достаточные средства (финансы и время) на внедрение ТРМ. Проблемы отсутствия поддержки со стороны руководства и несформированного видения в долгосрочной перспективе были разрешены.
Во-вторых, формирование комиссии по внедрению ТРМ позволило компании определить и внедрить основные методы ТРМ в соответствии с особенностями работы предприятия и его стратегией развития. Комиссия взяла на себя ответственность за создание генерального плана, продвижение мероприятий в рамках ТРМ и разработку плана обучения сотрудников. Системное внедрение позволило разумно распределить ответственность и обозначить обязанности всех вовлеченных лиц, равно как и скоординировать работу разных отделов.
В-третьих, на этот раз компания выбрала последовательный подход и локальные изменения, начав внедрение на одном предприятии на ограниченном количестве оборудования. В результате удалось избежать распыления усилий, нехватки ресурсов и других проблем, обусловленных слишком широким внедрением. Более того, концентрация на определенной модели оборудования позволила сэкономить средства.
В-четвертых, использование такого показателя, как MUBA, позволило упростить процесс оценки эффективности нововведений.
Несмотря на это, в ходе второй попытки внедрения ТРМ также пришлось преодолеть некоторые трудности, в особенности на начальных этапах, в области организационных изменений и сдвига парадигмы.
На начальном этапе внедрения ТРМ в процесс нововведений на пилотном оборудовании было вовлечено ограниченное количество сотрудников. Остальные работники не разделяли оптимизма относительно нового подхода и не принимали в нем участие, поскольку опасались, что им придется выполнять дополнительную работу из-за сокращения штата службы ТОиР. Кроме того, они не были уверены в собственных знаниях и навыках, необходимых для ТРМ.
Сотрудники разных смен работали не согласованно; рабочие привычки, паттерны коммуникации в разных сменах отличались. Все это накладывало отпечаток на эффективность внедрения ТРМ на начальных этапах, как и на моральный дух участников преобразований. Более того, наметилось ухудшение отношений между сотрудниками, занятыми в процессе нововведений, и их коллегами. Не участвующие в ТРМ сотрудники были возмущены, что круг их обязанностей и, соответственно, рабочая нагрузка увеличились. Сторонники ТРМ работали много и упорно и в результате получали одобрение начальства, становились примером для подражания, что не нравилось остальным. Это замедляло темп продвижения TPM.
Руководство предприятия и комиссия по ТРМ не стали мириться с этой ситуацией, и вскоре были предприняты противодействующие меры. Во-первых, комиссия разработала и провела краткий вводный тренинг для работников производственного цеха по основам ТРМ. Тренинг был направлен на разъяснение преимуществ и потенциальных выгод ТРМ, а также на улучшение взаимоотношений между операторами оборудования и сотрудниками службы технического обслуживания и ремонта. Этот тренинг помог работникам производственного цеха лучше понять суть ТРМ и собственную роль в его внедрении. Также удалось преодолеть страх сотрудников потерять работу. Во-вторых, из всего персонала были отобраны более образованные и молодые сотрудники, горевшие желанием учиться новому и что-то менять к лучшему. Они стали лидерами перемен на своих участках, что повысило успешность и темпы внедрения нововведений.
На основании двух попыток внедрения ТРМ в компании были выработаны факторы успеха:
Подводя итоги внедрения TPM на китайском предприятии по производству электроники, следует признать вторую попытку гораздо более успешной. В результате внедрения автономного ТО и направленных улучшений производительность пилотного оборудования (установки монтажа кристаллов) значительно возросла. Индекс производительности оборудования (использовался показатель MUBA) заметно повысился: с 433 на рабочей неделе 8 до 2132 на рабочей неделе 40; сократилась частота простоев с 517 до 89 раз. При этом плановые показатели удалось превысить на 83% (плановый MUBA составлял 1200 к 40 рабочей неделе). Показатель количества внесенных предложений по улучшениям также превысил плановый. Стали возможными и изменения в самой производственной культуре предприятия: укрепилась взаимосвязь между отделами, отработаны практики командной работы, сотрудники осознали важность нововведений и собственную значимость для их успешности. Чувство ответственности привело к развитию более доброжелательной атмосферы на рабочем месте. Углубление знаний и получение новых навыков, равно как и налаживание взаимодействия между работниками производственного цеха и службы ТОиР привело к повышению трудовой дисциплины и мотивации сотрудников и в конечном счете не могло не отразиться на конкурентоспособности компании на рынке и ее деловом имидже.
Текст: Наталья Коношенко. Изображение ru.freepik.com
Материал подготовлен на основании данных F.T.S. Chan, H.C.W. Lau, R.W.L. Ip, H.K. Chan, S. Kong, Implementation of total productive maintenance: A case study, International journal of production economics