Статья из альманаха «Управление производством».

Серийное производство имеет свои безусловные плюсы: возможность стандартизировать и унифицировать продукт и технологические процессы, более низкая себестоимость единицы производства. Но неритмичная работа оборудования, частые переналадки, большие объемы складских запасов, низкая гибкость и невозможность быстро реагировать на изменения спроса становятся причиной высоких показателей непроизводственных затрат и подталкивают производителей к поиску новых возможностей их снижения. Как добиться стабильности системы? Как избежать простоев, перепроизводства, рассогласованности операций в рамках усложнившихся производственных систем и изменчивого спроса? Решить эту задачу поможет освоение искусства выравнивания производственной загрузки – хейдзунка.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Современный глобальный рынок характеризуется высокой конкуренцией как между постоянными игроками, так и со стороны амбициозных новичков, способных потеснить постоянных лидеров. Пытаясь приспособиться к изменчивости спроса и снизить влияние новых рисков на свою способность своевременно выполнять заказ, производители подстраховываются, создавая запасы материалов и готовой продукции, что оказывает влияние на всю технологическую цепочку. Каждый участник цепочки формирует свои запасы на основании собственных прогнозов, внося небольшую погрешность в оценку и добавляя сверху некое запасное количество материала или продукции в качестве буфера. И чем выше мы будем продвигаться по цепочке создания конечного продукта, тем больший будет наблюдаться излишек в запасах – так проявляет себя «эффект кнута», объясняемый все возрастающей неопределенностью в отношении спроса. В таких условиях возрастают риски, затраты, связанные с управлением этими рисками – и потребность в новых инструментах управления производственными процессами, способных справиться с новыми вызовами. И одним из них является хейдзунка.
Под японским словом «хейдзунка» в Бережливом производстве понимают «выравнивание вида и количества продукции на протяжении определенного отрезка времени производственного цикла. Оно позволяет эффективно удовлетворять спрос потребителя, при этом избегая накопления партий товара, что, в свою очередь, приводит к минимизации запасов, капитальных затрат, трудовых ресурсов и времени выпуска продукции на протяжении всего цикла создания ценности» (4-е издание Lean Lexicon). Насколько эффективен этот инструмент для повышения эффективности организации производственных процессов в рамках серийного производства, мы рассмотрим на примере бразильского предприятия по производству металлических изделий и заготовок.
Исследуемая компания расположена в Бразилии и является дочерней организацией североамериканской транснациональной корпорации. На территории штата Сан-Паулу находятся три промышленных объекта, изготавливающих широкий ассортимент продукции из металла, которая в дальнейшем поступает на промышленные предприятия разных отраслей. Исследование практической применимости нового инструмента выравнивания производства происходило на одном из них – далее «Предприятие А».
Для Предприятия А характерен серийный характер производства; продукция производится партиями и после изготовления направляется на склад. В качестве пилотного участка для внедрения был выбран цех штамповки, поскольку именно штамповка является процессом, задающим темп производства.
На двух станках из рулонов горячекатаной стали производится 130 разновидностей продукции. Автоматизированная система упаковывает готовые изделия по 200 штук, после чего упаковки размещаются в паллетах по 250 в каждой. Режим дневной выработки определялся специальным программным обеспечением, а ежедневные отчеты формировались по обоим пресс-станкам. Оба станка могут работать 3 смены в день 6 дней в неделю. Каждый рабочий день включает в себя 3 перерыва для подачи отчета после смены (10 минут) и 1 час на прием пищи (в каждую смену). Обе установки имеют средний показатель безотказной работы – 98%. Каждая из них может находиться в эксплуатации 20,25 часов в день с понедельника по пятницу и 16 часов по субботам.
Первоначальная оценка текущего положения дел на предприятии проводилась при помощи прямого наблюдения, интервью, анализа архивных данных и корпоративной документации. За основу были взяты такие показатели, как стоимость (запасов), скорость (оборачиваемости запасов), гибкость (успешное управление производством разных типов продукции, скорость переналадки) и надежность процессов.
Анализ полученных данных подтвердил необходимость изменения сложившихся практик производственного планирования. Были выделены главные проблемные места предприятия, а именно неравномерные объемы дневной выработки, приводящие к перепроизводству продукции. Отсутствовали средства визуального контроля, происходило затоваривание склада готовыми изделиями, отсутствовали условия для организации канбан-системы и вытягивающего производства. Кроме того, не была определена приоритетность изделий в производстве, и отсутствовал комплексный план по сокращению объемов запасов и незавершенного производства. Тщательное изучение процессов показало, что предприятие не обладает эффективными практиками оперативного планирования.
Исправить сложившуюся ситуацию было призвано выравнивание производства – хейдзунка. На основе полученных данных необходимо было оставить новый план, который бы сделал возможным более эффективное использование доступных мощностей.
Первым шагом стало проведение обучающего семинара по хейздунка для менеджеров, контролеров, специалистов по планированию и инженеров-технологов. Внедрение инструмента выравнивания производства – наряду со средствами визуального контроля и электронной канбан-системой – стартовало спустя три месяца.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Выравнивание производства начинается с этапа приоритизации различных категорий продуктов, определения их места в структуре спроса. Этот шаг обязателен для пересмотра сложившихся подходов к производству и чаще всего осуществляется при помощи ABC-анализа. ABC-анализ – это метод, позволяющий классифицировать ресурсы предприятия по степени их важности. В основе ABC-анализа лежит известный принцип Парето, согласно которому 20% усилий дает 80% результата. Метод ABC позволяет рассортировать задачи на три группы, которые оказывают разное влияние на конечный результат:
Благодаря анализу ABC производитель получает возможность выделить позиции, имеющие наибольший «вес» в суммарном результате, анализировать группы позиций вместо огромного списка и работать по одному алгоритму с позициями одной группы.
Так, проведя ABC-анализ, Предприятие А определило, что из 130 наименований продукции 80% спроса приходится на 22 типа изделий. Именно на них был сделан упор при формировании нового производственного плана. Вместо того чтобы запускать производство выбранных 22 наименований на обоих станках, команда по внедрению разделила их на две группы (по 11 типов), каждая из которых производилась на одной установке. Производство оставшихся 108 наименований продукции, на которые приходилось 20% среднего ежемесячного спроса, выпускались на обоих станках один раз в месяц.
Что это дало предприятию? Во-первых, предприятие сократило объемы производства продукции, пользующейся меньшим спросом, что позволило снизить затраты и избежать переполненности складов. Во-вторых, было сокращено количество переналадок при переходе от одного типа продукта к другому, за счет фокусировки на малом количестве самых востребованных типов изделий и распределении их по станкам.
Следующим шагом стало выравнивание нагрузки по 22 приоритетным продуктам. Как решается эта задача? Прежде всего, определяется усредненный уровень спроса за достаточно большой период времени, что необходимо для того, чтобы сгладить отдельные всплески спроса. Опорой для разработки нового плана на Предприятии А стал ежемесячный прогнозируемый спрос. Он основывается на инвентаризационных данных, описи материалов, книге заказов и позволяет определить необходимые объемы материалов для каждого наименования товара на следующий месяц. Далее на основании статистических и прогнозных данных формируется усредненный план работы на более краткие периоды (как правило, одна неделя) и под производство каждого вида продукции выделяются периоды времени. При проведении расчетов нельзя забывать и о времени переналадки, затрачиваемом на переход производства с одного вида продукции на другой. Сумма времени производства каждого типа продукции и времени всех переналадок дает среднюю загрузку производства, и на основании ежемесячно прогнозируемой потребности и еженедельной загрузке разрабатывается план выравнивания производства, подразумевающий регулировку темпов и оптимизацию объемов выработки.
Специалист по планированию Предприятия А рассчитал ежемесячный спрос для каждого вида товара, исходя из среднего показателя ежемесячной потребности за последние 3 месяца и прогнозируемого спроса на ближайшие два. После обучающего тренинга менеджеры и контролеры пришли к выводу, что за горизонт расчета в плане выравнивания производства должна быть принята 6-дневная рабочая неделя. Прогноз на этот период был достаточно точен, что позволяло удовлетворять спрос потребителей и избегать производства лишней продукции.
Определив приоритетные виды товаров, проектная команда разработала план выравнивания производства для обоих станков путем корректировки требуемой мощности, основываясь на следующих данных: время наладки, размер партии и темпы производства на этапе задающего темп процесса - штамповки. У обоих станков время наладки для перехода от производства одного типа продукта к другому составляет 9 минут. Было решено выпускать производство минимальных объемов партий, соответствующим длине одного рулона стали. Каждый тип изделий имел свой минимальный размер партии. Отличаются и темпы производства в зависимости от вида изделия. Например, скорость, с которой станок может производить изделие «Е», составляет 417 единиц в минуту.
Для каждого типа продукта рассчитываются требуемая мощность и продолжительность производственного цикла – от настройки станка до формирования полной партии товара. Для этого методом наблюдения за выполнением операций разными работниками в разные смены была определена и закреплена в стандартах оптимальная скорость и последовательность выполнения работы. Стандартизация операций позволила снизить число отклонений, отказов, дефектов, а значит, и повысила точность прогнозов и надежность производственного планирования. Так линейное руководство всегда знает, сколько времени необходимо на производство продукции каждого вида. Кроме того, эти данные используются для определения объемов резервных запасов на случай колебаний спроса.
После проведения всех необходимых расчетов запускается система приема и организации выполнения заказов при помощи различных методов визуального контроля – канбан-досок, электронных канбан-систем, досок хейдзунка и досок для контроля объемов производства (Табл. 1).
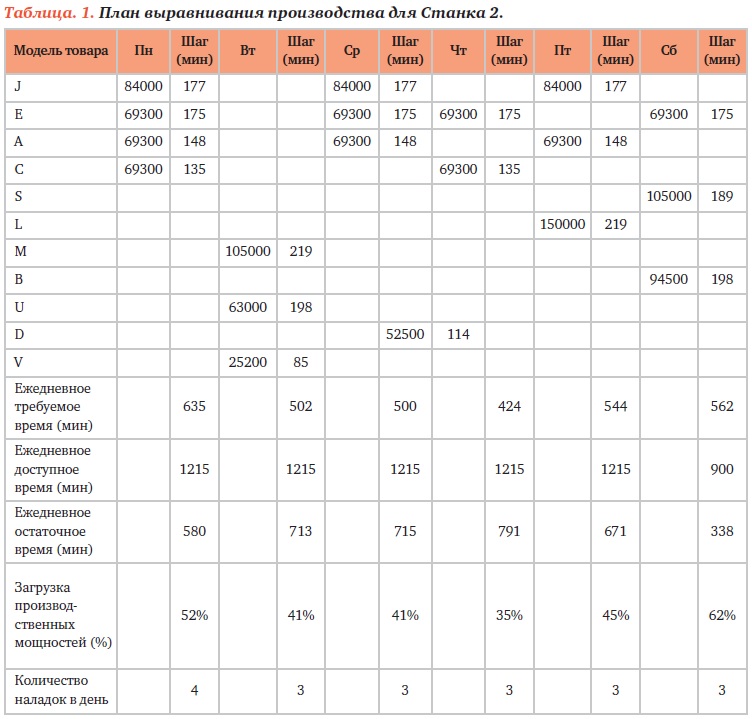
Таблица 1 отображает план выравнивания производства с 6-дневным интервалом планирования. Первая колонка слева содержит наименования изделий, производимых станком 2. В колонках, помеченных рабочими днями, указываются размеры партий – в столбцах справа от них указана требуемая мощность в минутах («шаг»). Внизу первой колонки слева расположены пять строк, где «Ежедневная требуемое время» – это общее время выполнения операций. «Ежедневное доступное время» – это стандартное рабочее время каждый день. «Ежедневное остаточное время» – это разность между двумя вышерасположенными строками, а «Загрузка производственных мощностей» рассчитывается как отношение требуемого времени к доступному. Наконец, количество настроек в день – это результат выравнивания мощностей в рамках планируемого интервала, с тем чтобы создать равномерный график производственного процесса с точки зрения суточной загрузки. Кроме того, из Таблицы 1 видно, что загрузка производственных мощностей составляла от 35% до 62% для приоритетных продуктов, что указывает на возможность быстрой дозагрузки мощностей в случае колебания спроса на отдельные типы продукта. Хейдзунка позволила предприятию сократить размеры партий до минимально возможных за счет более эффективного планирования и уменьшения объемов производства продукции, пользующейся малым спросом.
Результаты проведенной работы оценивались на основании показателей динамики производительности: гибкость переналадки (количество переналадок в месяц), стоимость (запасы), скорость (оборачиваемости запасов) и надежность. Данные аккумулировались в течение двух периодов – трех месяцев до внедрения (исходное состояние) и трех после (новое/будущее состояние), что отражено в Таблице 2.

Как следует из Таблицы 2, даже при постоянном среднемесячном спросе руководитель планово-производственного отдела предполагал увеличить объем запасов на 25%. Однако благодаря внедрению хейдзунка дополнительные объемы не только не понадобились – фактический размер запасов по разным типам продукта сократился в среднем на 23%. Сведение размера партий к необходимому минимуму привело к сокращению их объема на 18% в среднемесячном выражении. Кроме того, количество наладок в месяц также сократилось – на 10%. Учитывая, что уровень надежности системы существенно не изменился, можно утверждать, что внедрение хейдзунка на Предприятии А не привело к сбоям в производственных процессах и проблемам с выполнением заказов.
Анализ данных «исходного состояния» указывал на то, что компании необходимо пересмотреть существующие методы оперативного планирования с точки зрения принципов Бережливого производства. Переход к новой модели начался с тактического уровня: был определен ежемесячный прогнозируемый спрос и разработан план выравнивания производства. Откорректировав требуемую мощность, проектная команда смогла установить критерий минимального размера производимых партий. В результате загрузка производственных мощностей стала варьироваться от 35% до 62%, что сделало возможным пересмотр стандартного рабочего времени и поиск возможностей задействования резервных мощностей. Хейдзунка получила одобрение как руководителей среднего звена, так и производственного персонала. Кроме того, были внедрены средства визуального контроля и электронный канбан, позволившие повысить надежность и прозрачность системы. Компания планирует распространить методику выравнивания производства и на другие предприятия группы.
Текст: Наталья Пристром. Изображение ru.freepik.com
Материал подготовлен на основании данных Luciano Fonseca Araujo, Abelardo Alves Queiroz, Production Leveling (Heijunka) Implementation in a Batch Production System: A Case Study.













