
В данной работе активно использованы инструменты системы «Lean Six Sigma», основывающейся на проектном подходе с применением статистических методов анализа.
Авторы: А.А. Трубченко (эксперт отдела непрерывных улучшений ООО «Томскнефтехим, черный пояс – сертификация BMGI), Ю.В. Рябов, Максимов В.В. (главный инженер ООО «Томскнефтехим»), ООО «Томскнефтехим», г. Томск
В настоящее время, одним из путей к повышению прибыльности ООО «Томскнефтехим» является сокращение затрат на выпуск продукции и увеличение мощности Производства полипропилена (ПП), например при выпуске волоконных марок полипропилена (PPH270FF, PPH263FF и PPH350FF), получаемых методом направленной деструкции базового порошка (21030) органическими пероксидами. Повышение удельной активности титан-магниевого катализатора (ТМК) IV-поколения, при выпуске гомополипропилена (гомоПП) 21030 суспензионной полимеризацией, позволит увеличить маржинальный доход от реализации волоконного ПП. Кроме того, подбор оптимальной температуры полимеризации пропилена позволит увеличить среднесуточную производительность Производства ПП и возможно снизить выход атактического полипропилена (АПП), являющимся побочным продуктом.
В данной работе активно использованы инструменты системы «Lean Six Sigma», основывающейся на проектном подходе с применением статистических методов анализа, целями которой являются сокращение отклонений процесса, повышение качества продукции, увеличение производительности и эффективное использование энергоресурсов, сырья и материалов.
Руководителем проекта являлся Трубченко Алексей Александрович (эксперт отдела непрерывных улучшений ООО «Томскнефтехим, черный пояс – сертификация BMGI), в состав команды были включены руководители и технологи Производства ПП, бизнес заказчиком на поиск решения проблемы являлся владелец процесса – начальник Производства ПП, а спонсор проекта 6Сигм – Максимов Владимир Васильевич (Главный инженер ООО «Томскнефтехим»).
По данным автоматизированной системы управления (АСУ) технологической линии А установки полимеризации пропилена (УПП) Производства ПП среднее значение первичной метрики - удельной активности ТМК (тн. ПП21030/ кг ТМК в смену) по линии А УПП в период август-ноябрь 2015г. составило: 35,8 тн./кг., а лучшее – 42,0 тн./кг. Поэтому мы поставили себе цель, используя графический анализ и визуальное управление эффективностью (ВУЭ) – повысить значение удельной активности ТМК (тн./кг.) по линии А УПП до уровня не ниже 38,5 тн./кг. (Рис.1), без существенного повышения содержания АПП в реакторах R1A, R1B и R2A (растворимая в нефрасе фракция ПП), при выпуске волоконных марок ПП.
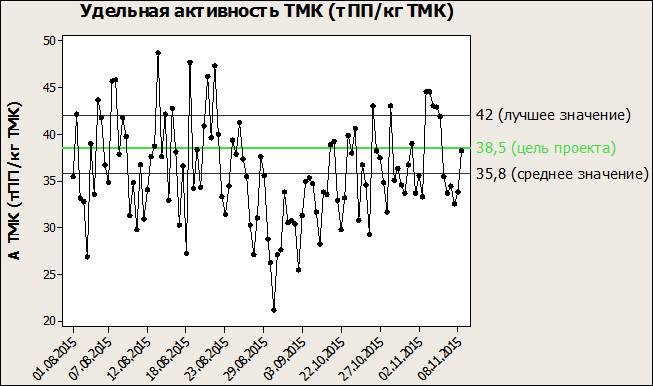
Рисунок 1. Постановка цели проекта по удельной активности ТМК
Выгрузка технологических данных осуществлялась из MES (manufacturing execution system) системы, а данных об физико-механических свойствах ПП и АПП - из LIMS (Laboratory Information Management System) системы.
Ожидаемый финансовый эффект составит 27,6 млн. руб./год, за счет снижения потребления ТМК на выпуск порошка ПП20130 по линии А УПП и дополнительного выпуска ПП21030 в результате увеличения среднечасовой производительности линии А УПП.
Как известно, температура реакции полимеризации оказывает определяющее влияние на скорость процесса синтеза и свойства полипропилена [1], а наибольшая активность и изоспецифичность каталитической системы обеспечиваются в большей мере оптимальным сочетанием внутреннего и внешнего донора, чем их индивидуальными свойствами [2].
При рассмотрении возможных причин, влияющих на удельную активность ТМК, выделено 6 групп: системы измерения, используемое сырье, окружающая среда, технология синтеза полимеров, используемое оборудование и человеческий фактор. Каждая группа оказывает сильное влияние на активность ТМК. В рамках реализуемого проекта нами выбрана одна группа, как основная, с которой предстоит работать, это технология синтеза полимеров (использована диаграмма Ишикава, древовидная диаграмма).
С помощью матрицы причинно-следственных связей, диаграммы течения процесса промышленного получения гомоПП и мозгового штурма определены все стадии с оценкой по степени влияния на удельную активность ТМК: слабое, среднее и сильное. 4 параметра можно выделить как ключевые: температура полимеризации пропилена в реакторах R1A и R1B; мольные соотношения Si/Ti, Al/Ti и Al/Si на стадии полимеризации пропилена в R1A и R1B; соотношение пропилен/ТМК и соотношение ТЭА/ТМК на стадии предполимеризации ТМК.
Следующим шагом проекта являлся графический, корреляционный и регрессионный анализ статистических данных исторического периода для оценки влияния экспертно выбранных технологических параметров на удельную активность ТМК, а так же для построения математической модели процесса, с целью прогнозируемого управления процессом. Построение регрессионной модели для удельной активности ТМК по линии А УПП от ключевых технологических параметров не представилось возможным, т.к. параметры изменялись в достаточно узком диапазоне.
Для построения более точных моделей процесса необходимо намеренное изменение режимов работы оборудования в больших диапазонах, поэтому был проведен планируемый технологический пробег на линии А УПП Производства ПП в мае-июне 2016г. С помощью программы Minitab 17 разработан дизайн трехуровневого пробега с тремя факторами двумя повторениями центральной точки:
При разработке пошаговой программы пробега для производственного персонала был организован мозговой штурм с элементами сессии по решению проблем, с целью определения узких мест предполимеризации ТМК и полимеризации пропилена, а так же выявления рисков изменения технологических параметров в ходе пробега. В итоге была составлена программа пробега, выявлены узкие места и возможные риски, разработаны мероприятия по митигации рисков.
По результатам пробега построена математическая модель процесса с двумя значимыми параметрами и высокой достоверностью 94% (для первичной метрики):
Удельная активность ТМК (т ПП/кг ТМК) = -9,24 + 0,1160*Температура полимеризации R1A/R1B, °С + 0,24740*соотношение при полимеризации Al/Ti (модель №1);
а так же математическая модель процесса с двумя значимыми параметрами, квадратом параметра и высокой достоверностью 38% (для метрики последствий):
Растворимая в нефрасе фракция в R1А/R1В, г/дм3 = -338,1+ 9,93*Температура R1A/R1B,°С- 0,1978*ТЭА/ТМК- 0,0716*Температура R1A/R1B,°С *Температура R1A/R1B,°С (модель №2).
Дополнительно, в ходе пробега произведена оценка влияния на значимый показатель качества ПП - пылеобразование ПП соотношения предполимеризации пропилен/ТМК, показано, что при соотношении пропилен/ТМК=3 получено большое количество пылевидной фракции ПП, рекомендуется соотношение пропилен/ТМК= 6.
На основе построенных математических моделей №1,2 и для снижения пылевидной фракции ПП были выданы рекомендации изменения технологического режима:
После выданных производству ПП рекомендаций проводили мониторинг состояния и стабильности процесса. В ходе мониторинга удельной активности ТМК показано статистически значимое изменение и достижение цели проекта по линии А УПП Производства порошка ПП 21030 в июле 2016г. (рис.2).
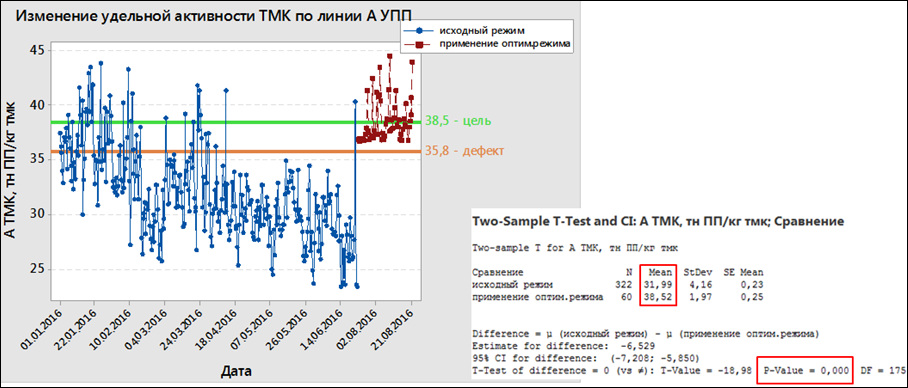
Рисунок 2. Удельная активность ТМК до и после применения рекомендаций
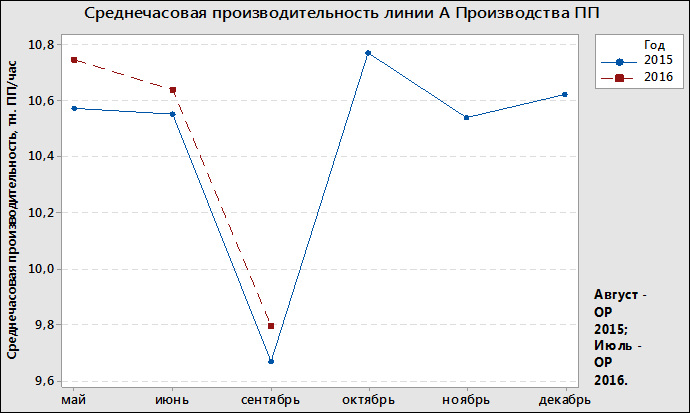
Рисунок 3. Среднечасовая производительность линии А УПП Производства ПП
За счет работы реакторов R1A и R1B при температуре 73 °С удалось достичь увеличения среднечасовой производительности линии А УПП до 10,8 тн./час (Рис.3), при наработке ПП 21030.
Содержание растворимой в нефрасе фракции ПП в реакторах R1A, R1B, R2A находились в допустимом диапазоне (до 10 г/дм3) и статистически изменилось после применения рекомендаций – увеличилось в среднем на 0,8 г/л.
Для поддержания процесса в необходимом и стабильном состоянии с целью обеспечения производства порошка ПП 21030 и волоконных марок ПП на ООО «Томскнефтехим с высокой технологичностью разработан план внедрения решений и план контроля. Установлены целевые значения и допустимые границы входных параметров и удельной активности ТМК, внесены соответствующие изменения в инструкции персонала и технологические задания на выпуск ПП:
В результате можно сказать, что применение оптимальной температуры полимеризации в R1A, R1B, мольного соотношения полимеризации Al/Ti, массовых соотношений ТЭА/ТМК и пропилен/ТМК на предполимеризации ТМК позволяют увеличить удельную активность ТМК в среднем с 35,8 до 38,5 тн./кг. и среднесуточную производительность технологической линии А производства ПП в среднем на 0,13 тн./час. А годовой экономический эффект от реализации проекта 6Сигм составит 27,6 млн. руб./год.
СПИСОК ЛИТЕРАТУРЫ













