Статья из альманаха «Управление производством». Какие болевые точки стали катализатором проекта, как проводилась глубокая диагностика процессов и какие решения помогли устранить потери и повысить эффективность процессов, читайте в статье.

Путь каждой компании к бережливому производству уникален, ведь он всегда начинается с конкретной «боли». Одни приходят к лин-инструментам в ситуации кризиса, когда старые методы работы ведут к убыткам и выживание компании зависит от сокращения потерь. Другие – в момент бурного роста, когда привычные процессы начинают трещать по швам и хаос мешает масштабироваться. Для УПТК-65 переход к философии бережливого производства был не данью моде, а ответом на вызовы, с которыми столкнулась компания. Какие болевые точки стали катализатором проекта, как проводилась глубокая диагностика процессов и какие решения помогли устранить потери и повысить эффективность процессов, читайте в статье.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
К внедрению бережливого производства нас подтолкнули реалии современного рынка и условия, в которых работает наша компания. Во-первых, УПТК-65 работает на арендуемых площадях. А с вводом нового оборудования в нашем Сервисном металлоцентре (СМЦ) увеличился объем резки рулонов. Соответственно, выросло количество готовой продукции, которую мы отгружаем в единицу времени. Нашим сотрудникам приходится постоянно придумывать, как в условиях ограниченного арендуемого пространства успешно организовать отгрузку новым клиентам при сокращающемся размере среднего чека.
Вторая важная причина нашего участия в проекте – это, безусловно, продолжающийся дефицит на рынке труда и, как следствие, рост его стоимости. Чтобы предлагать клиентам конкурентоспособные цены, надо было поднимать производительность труда на участках резки, упаковки и отгрузки как минимум на столько же, насколько выросли наши расходы на заработную плату.
Третий фактор: нам в целом было интересно этим заняться. Вот просто любопытно: можем ли мы на нашем производстве при использовании традиционных для СМЦ технологий резки и перемещения металла сделать что-то, что помогло бы в разы увеличить нашу эффективность?
И наконец, последней, но не менее важной причиной нашей заинтересованности в национальном проекте «Производительность труда» стало предоставление его участникам различных льгот и субсидий. Они были связаны с возможностью бесплатного обучения в Региональном центре компетенций (РЦК) новым методам работы на производстве, а также с предоставлением льгот при обучении ряду важнейших для нас профессий – например, стропальщика, водителя погрузчика и др. Предоставлялись льготы и при обучении пожарной и промышленной безопасности. Кроме того, участие в этом проекте позволило нашему предприятию получить финансирование от Фонда развития промышленности для закупки оборудования.
Проект стартовал 17 августа 2023 года и завершился 15 января 2024-го. Прежде всего он был направлен на оптимизацию зон хранения и процессов изготовления готовой продукции. Требовалось сократить складские площади, используемые для хранения незавершенной продукции, увеличить производительность агрегатов резки, снизить количество ошибок и ускорить отгрузку нашим клиентам.
В качестве пилотного потока на предприятии был выбран процесс изготовления карточки из штрипса, полученного путем продольной резки рулонной стали, по индивидуальным требованиям клиента. А эталонным участком для внедрения инструментов бережливого производства стала линия продольной резки штрипса. Этот участок характеризовался рядом проблем, которые сдерживали рост эффективности:
Из-за этих проблем всегда существовал риск срыва сроков, что могло повлиять на доверие клиентов к нашей компании.
В рабочую группу проекта вошли руководители и сотрудники производственных и логистических подразделений УПТК-65, генеральный директор компании Александр Витальевич Малышев и заместитель генерального директора Галина Юрьевна Калашникова, а также специалисты из РЦК, всего 10 человек. Важно подчеркнуть, что в проектах принимают участие не только сотрудники подразделений, где внедряются улучшения, но и коллеги из других отделов – например, из отдела продаж, IT-службы и службы контроля качества. Такой кросс-функциональный подход позволяет рассмотреть процессы с разных сторон, выявить скрытые взаимосвязи и обеспечить более легкое внедрение изменений, так как интересы всех ключевых сторон учитываются еще на этапе планирования.
Александр Малышев, генеральный директор УПТК-65: «Сначала сотрудники настороженно отнеслись к проекту. С одной стороны, конечно, было любопытство, а с другой стороны, не сильно люди верили в то, что в нашей традиционной индустрии можно что-либо значительно изменить. Поэтому поначалу мы применяли дополнительную стимуляцию. То есть всем участникам проекта назначалась дополнительная оплата труда за участие в совещаниях. Ребят мы командировали на так называемое эталонное производство, где они смогли ознакомиться с инструментами бережливого производства и заразиться желанием увеличивать свою производительность и эффективность. Сопротивление, естественно, было. Но мы его преодолели, постепенно, шаг за шагом, по мере того, как сотрудники втягивались в процесс освоения новых методов труда».
На первом этапе мы взялись за самую длинную технологическую цепочку – за процесс изготовления карточки. Первым делом рабочей группой была составлена карта текущего состояния процесса изготовления карточки из штрипса. Время протекания процесса составляло 1881 минуту. При анализе потока было выявлено 13 проблем, самые важные из которых:
Целевое ВПП, которого мы планировали добиться по итогам проекта, определили как 1667 минут. Для перехода к целевому состоянию был разработан план мероприятий, включающий:
Практическая работа по снижению потерь времени при производстве карточки из штрипса началась с внедрения системы 5С. На рабочих местах был наведен порядок, убрано все лишнее, а необходимые инструменты и материалы организованы удобным и визуально понятным образом. Эти решения устраняли нашу «главную боль» – неоптимальное использование пространства. Далее несколько показательных примеров.
Типовые инструкции, шаблоны и алгоритмы для внедрения системы 5S вы можете найти в практическом руководстве по внедрению 5S.
1. Оптимизация зон хранения разделителей.
Проблема: разделители хранились навалом – поиск занимал 3 минуты.
Решение: организована ячейка для разделителей – затраты времени сократились до 1 минуты.
Результат: удалось сократить время на поиск нужного разделителя в три раза.

Хранение разделителей:стало
2. Создание адресного хранения сырья по зонам.
Проблема: операторы тратили много времени на поиск нужного рулона из-за отсутствия системы хранения. Подготовка рулонов занимала в среднем – 75,2 минуты.
Причина: отсутствуют четкие места хранения полуфабрикатов и сырья.
Решение: переход на двухъярусное хранение позволил упорядочить размещение рулонов и сократить время их подготовки к резке до 40 минут.
Результат: сокращение времени на поиск нужного рулона на 47%
3. Оптимизация зоны хранения инструментов.
Проблема: инструмент хранился на необорудованных поверхностях (стол, ограждение), что затрудняло его поиск.
Решение: внедрен компактный органайзер с фиксированными местами для каждого инструмента.
Результат: обеспечен быстрый доступ, время поиска сведено к минимуму.
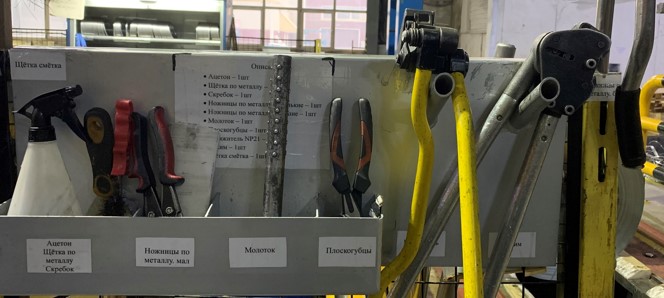
Зона хранения инструментов
На оптимизацию процессов был направлен и ряд других интересных решений. Одни из них опирались на современные возможности цифровизации, другие – использовали простые механические приспособления, которые несмотря на свою кажущуюся простоту существенно упрощали работу персонала.
4. Организация производственно-диспетчерского отдела (ПДО) и оптимизации выдачи заявок.
Причина: выдача задания на резку осуществлялась ручным способом, при помощи бумажных карточек учета.
Решение: разработать систему адресного хранения сырья в программе 1С, где теперь с легкостью можно найти нужный рулон.
Результат: возможность видеть информацию о заказах из любого места участков.
5. Сокращение времени упаковки штрипса.
Проблема: трудоемкий процесс упаковки рулона, т.к. оператор много времени тратит на поиск, в результате чего совершает лишние движения.
Решение: установка балансира и подвесов упростила процесс упаковки.
Результат: сокращение времени на упаковку готовой продукции.
Для обеспечения стабильности процессов на предприятии были разработаны и внедрены стандарты ухода за оборудованием и поддержания его в надлежащем состоянии. Это повысило эффективность его работы и снизило производственные риски.
А для вовлечения сотрудников в процесс непрерывных улучшений установлена доска решения проблем, где каждый работник может зафиксировать замеченные неполадки или внести свои предложения.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Проект «Оптимизация процесса изготовления карточки из штрипса» был направлен на решение проблем, связанных с оптимизацией зон хранения и процессов изготовления продукции. В результате благодаря разработке и внедрению мероприятий по улучшению были достигнуты следующие показатели:
Александр Малышев, генеральный директор УПТК-65: «Оцениваем результат, конечно же, положительно. Проект взбодрил, помог нам поверить в свои силы. Позволил воодушевиться, понять, что даже на нашем достаточно простом производстве есть масса резервов, куча самых разных мест, где можно оптимизировать нашу работу. И есть вполне себе доступные инструменты, чтобы этого добиться, есть оборудование, с помощью которого все наши процессы можно ускорить, улучшить, углубить. Участие в подобных проектах очень помогает вовлекать персонал в жизнь компании, происходит интеграция коллектива. Главное с самого начала проекта объяснить коллегам, что он направлен не на то, чтобы заставить их работать больше за меньшие деньги, а на то, чтобы улучшить условия труда, увеличить выработку и вознаграждение, помочь им стандартизировать свою работу и сделать ее более простой и комфортной. Ребята при этом быстро вовлекаются в процесс и порой генерируют такие идеи, до которых мы бы, наверное, никогда не додумались».
После завершения пилотного проекта мы ступили на этап тиражирования полученных знаний и навыков оптимизации производственных бизнес-процессов. В 2024 году уже самостоятельно завершили проект «Стандартизация на линии поперечной резки» и проект «Отгрузка». В последнем нам удалось ускорить процессы на 58%, что мы считаем очень хорошим результатом.
В настоящий момент в работе находятся еще два новых проекта: «Повышение производительности на линии поперечной резки» и «Проект создания участка комплектации».
Более того, у нас в планах создать целое Управление, которое будет заниматься оптимизацией и повышением эффективности всех существующих в компании бизнес-процессов.
С полной версией этой статьи можно ознакомиться в одном из номеров Альманаха «Управление производством».
Текст и фото: ООО «УПТК-65»













