Статья из альманаха «Управление производством».

Обеспечение непрерывного развития предприятия и повышение его конкурентоспособности невозможно без регулярного мониторинга эффективности, а когда речь заходит об эффективности оборудования, ключевым показателем является OEE, дающий возможность всесторонней оценки работы механизмов. Как рассчитывается OEE и как использовать полученные данные для запуска преобразований, мы рассмотрим на примере малазийского предприятия по производству шин.
ОЕЕ (Overall Equipment Effectiveness, Общая эффективность оборудования) является одним из фундаментальных показателей, позволяющих оценить, насколько эффективно работает механизм, станочная линия, цех завода и даже все предприятие. Его преимущество состоит в том, что он учитывает не только объем производимой работы, но и потери от простоев, неполного использования мощностей или необходимости переделок из-за производства некачественной продукции.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
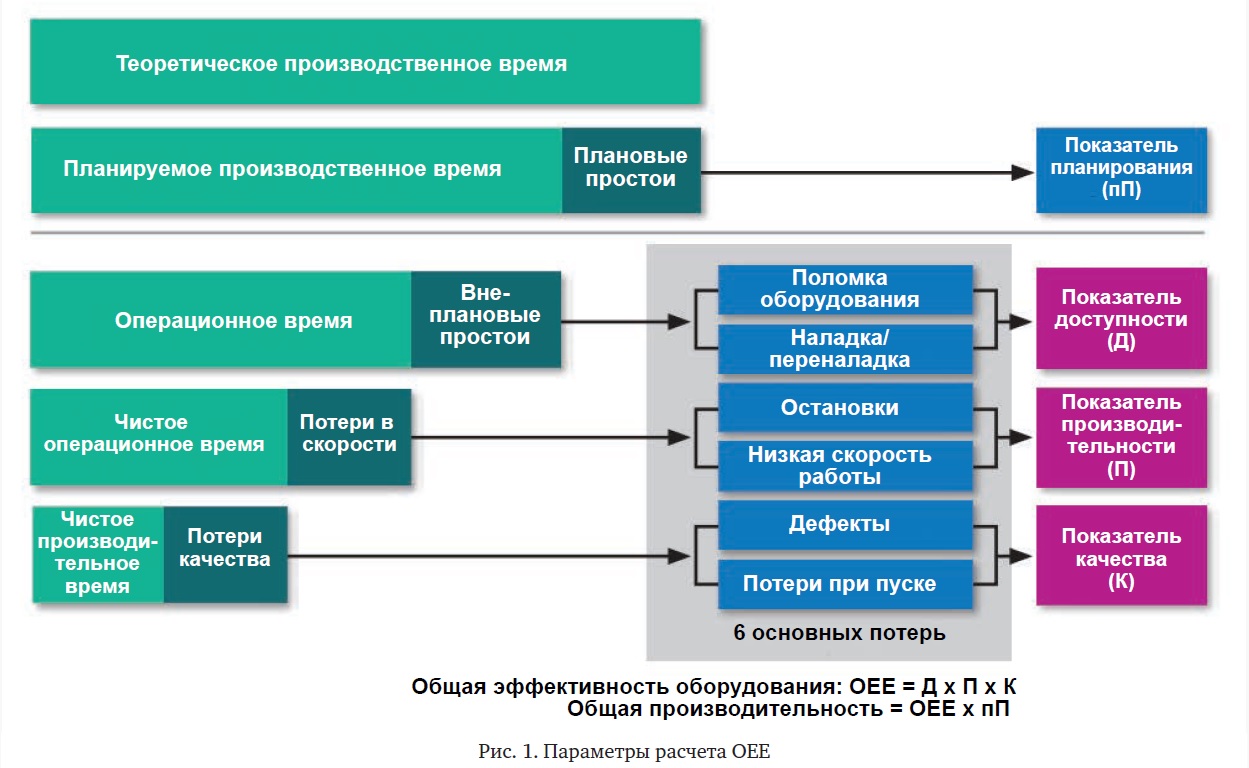
Расчет ОЕЕ основан на измерении конкретных производственных показателей, и ключевыми являются Доступность, Производительность и Качество.
PPT = POT – PSD
Доступность (Availability, A)
Показатель Доступности измеряет потери, которые несет производство из-за внеплановой остановки оборудования (Down Time Loss, DTL) по любым причинам: поломка, отказ оборудования, дефицит сырья, переполненность складов или зон хранения в цехах. К потерям на остановки относится и время переналадки. Несмотря на то, что свести время переналадки к нулю в большинстве случаев невозможно, существуют методики сокращения этого времени (в число самых эффективных входит SMED). Отняв от Планируемого производственного времени показатель Потерь на остановки, мы получаем Операционное время (Operating Time, OT):
OT = PPT – DTL
Доступность определяется как соотношение Операционного времени и Планируемого производственного времени:
A = OT / PPT
Доступность = Операционное время/Планируемое производственное время
Производительность (Productivity, P)
Производительность оценивает потери в скорости производства (Speed Loss, SL) и учитывает все факторы, которые не позволяют оборудованию работать на своей максимальной скорости (износ, низкая эффективность работы оператора, использование некачественных материалов и др.). Рабочее время, оставшееся после учета потерь в скорости, называется Чистым операционным временем (Net Operating Time, NOT):
NOT = OT – SL = PPT – DTL – SL
Производительность определяется по следующей формуле:
P = (ICT х TP)/OT
Производительность = (Идеальное время цикла х Выпуск продукции)/Операционное время
или
P = (TP/OT) / IRR
Производительность = (Выпуск продукции/Операционное время)/Идеальная норма производства
где ICT – Идеальное время цикла (Ideal Cycle Time) – теоретическое минимальное время, необходимое для выпуска единицы продукции;
IRR – Идеальная норма производства (Ideal Run Rate) – теоретически максимальное количество продукции, производимое в единицу времени – величина обратная ICT;
TP – Выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Поскольку Идеальное время цикла – это минимальное время, которое может занять производственный процесс, необходимый для изготовления одной единицы продукции при оптимальных условиях, то при умножении его на показатель выпуска продукции мы получаем чистое операционное время.
Качество (Quality, Q)
Показатель Качества в рамках расчет OEE учитывает потери, вызываемые несоответствием произведенной продукции критериям, установленным на предприятии, что приводит к необходимости доработки или устранения дефектов (Quality Loss, QL). Рабочее время, оставшееся после учета потерь в качестве, называется Чистым производительным временем (Fully Productive Time, FPT).
FPT = NOT – QL = PPT – DTL – SL – QL
При расчете качества важно соотношение выпуска годной продукции (не требующей исправления) к общему объему выпущенной продукции:
Q = GP / TP
Качество=Выпуск годной продукции/Выпуск продукции
где GP – Выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время OT.
ОЕЕ как совокупность этих трех факторов – Доступности, Производительности и Качества – дает полное представление о производственной эффективности оборудования.
OEE = A x P x Q
ОЕЕ=Доступность x Производительность x Качество
Если заменить Доступность, Производительность и Качество в формуле их составляющими, а затем сократить до простейших компонентов, формула приобретет следующий вид:
OEE = GP x ICT / PPT
ОЕЕ=Выпуск годной продукции x Идеальное время цикла/Планируемое производственное время
Иными словами, рассчитав OEE, мы получаем ответ на вопрос, какой процент производственного времени предприятия качественные изделия (нет потерь в качестве) создаются при максимальной мощности оборудования (нет потерь в скорости) без перерывов (нет потерь на остановки). В сущности OEE показывает, в какой мере оборудование реализует свой потенциал, а выявить факторы, негативно влияющие на показатель OEE и определить направления, в которых стоит работать для улучшения ситуации, может помочь ряд инструментов анализа из арсенала Бережливого производства.
Малазийское предприятие по производству шин для крупных автомобилестроительных компаний поставило перед собой задачу вывести свое производство на уровень мирового класса – World Class Manufacturing. Так был дан старт комплексной оценке эффективности процессов на предприятии. Как осуществлялся этот процесс и какие мероприятия по улучшению были реализованы, мы рассмотрим на примере участка вулканизации шин.
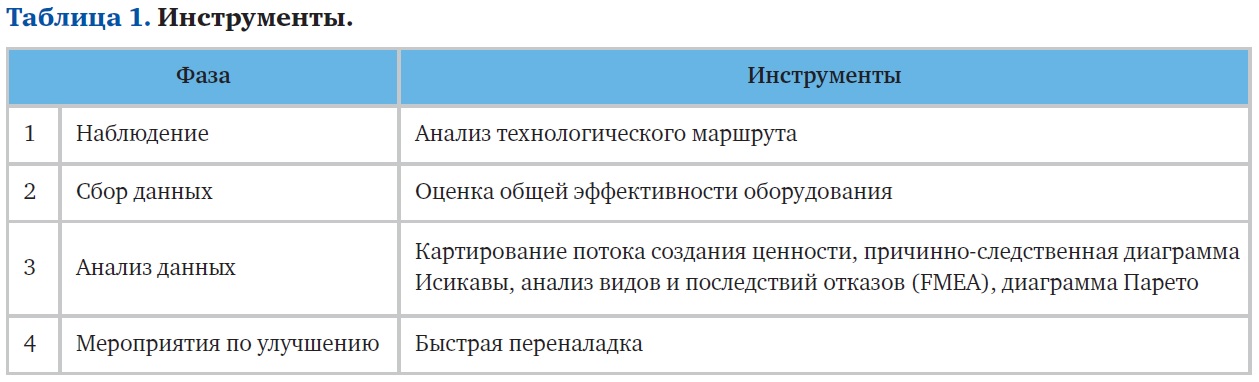
Процесс преобразований в широком смысле состоит из четырех фаз: наблюдение, сбор данных, анализ данных и мероприятия по улучшению.
Так, первым шагом стало наблюдение за процессом отверждения каучука в автоклаве (вулканизации); особенности процесса комментировал оператор оборудования. Затем был проведен анализ временных затрат на различные операции для выявления факторов, влияющих на общую эффективность оборудования. С учетом результатов анализа временных затрат была разработана карта потока создания ценности для визуализации операций и выявления узких мест и источников потерь в технологическом процессе, после чего проведен причинно-следственный анализ с целью выявления причин, приводящих к образованию узких мест в процессе вулканизации и снижающих OEE.
Выявленные причины были распределены согласно коэффициенту приоритетности риска (RPN) при помощи анализа видов и последствий потенциальных отказов (FMEA). Приоритетность риска определяется на основании критичности, частоты возникновения и вероятности (простоты) выявления отказа. Вид отказа с наивысшим показателем RPN является приоритетным в процессе устранения.
По результатам изучения процесса были разработаны альтернативные решения, позволяющие сократить потери в процессах. В рассматриваемом примере повысить эффективность процесса было предложено за счет быстрой переналадки (SMED). Инструменты, применяемые на различных стадиях процесса реализации изменений, представлены в таблице 1.
Технологический процесс на участке вулканизации начинается с получения вулканизационной формы, ее осмотра и проверки всей сопутствующей документации. После этого размещают термопару и вакуумный шланг. В процессе установки форму помещают в автоклав, при этом вакуумный шланг и термопару необходимо подключить к автоклаву. Затем оператор проверяет протокол процесса вулканизации, содержащийся в информационной системе, и настраивает необходимые параметры автоклава. После ввода данных проводится проверка на протечки с целью установления надежности функционирования ваккумных шлангов и термопары и предотвращения отказа системы. Дверь автоклава закрывается и блокируется.
Вулканизация может длиться до 6 часов в зависимости от типа продукта. В течение всего процесса система выводит на экран данные по процессу вулканизации, за которым наблюдает оператор. По окончании процесса проводится анализ выходных данных. В случае каких-либо отклонений составляется отчет, который впоследствии направляется в службу контроля качества для анализа возможных причин. Дверь автоклава открывают, отсоединяют вакуумный шланг и термопару. Панель вынимают из автоклава и грузят на вагонетку для перевозки на следующий производственный участок, где продукт будет извлечен из формы.
Показатели эффективности для производства мирового класса принято считать исходя из уровня доступности оборудования в организации >0,90, производительности >0,95 и качества >0,84. При таких вводных общая эффективность оборудования будет находиться на уровне >0,84, что является очень хорошим результатом для обрабатывающих цехов со значительным количеством переналадок.
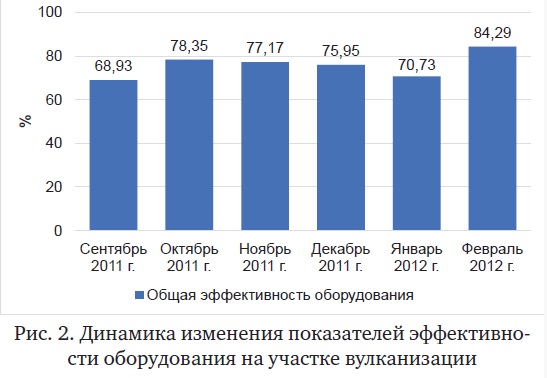
Расчет ОЕЕ основан на данных по загрузке оборудования, мощностях, времени простоя, количестве дефектов, отчетов о выполнении производственного плана компании и т.д. В сентябре 2011 года общая эффективность оборудования в цехе вулканизации предприятия составляла 68,93%. К февралю 2012 года в результате проведенных мероприятий показатель OEE был повышен до 84,29% (рис. 2).
Картирование потока создания ценности
Для того чтобы увидеть весь поток операций и быстро определить области для улучшения, необходимо визуализировать сам производственный процесс. Для выявления операций, не создающих ценность, для процесса вулканизации была построена карта потока создания ценности. Потоком создания ценности называют совокупность всех операций (добавляющих ценность и не добавляющих ее), по которым продукт проходит в процессе создания или обработки; в производственном процессе – от стадии сырья до стадии продажи, а в процессе разработки – от концепции до запуска. Задачей картирования потока создания ценности является идентификация источников потерь и их устранение через построение нового, усовершенствованного, потока создания ценности. Технологическая карта процесса вулканизации отражена на рисунке 3.

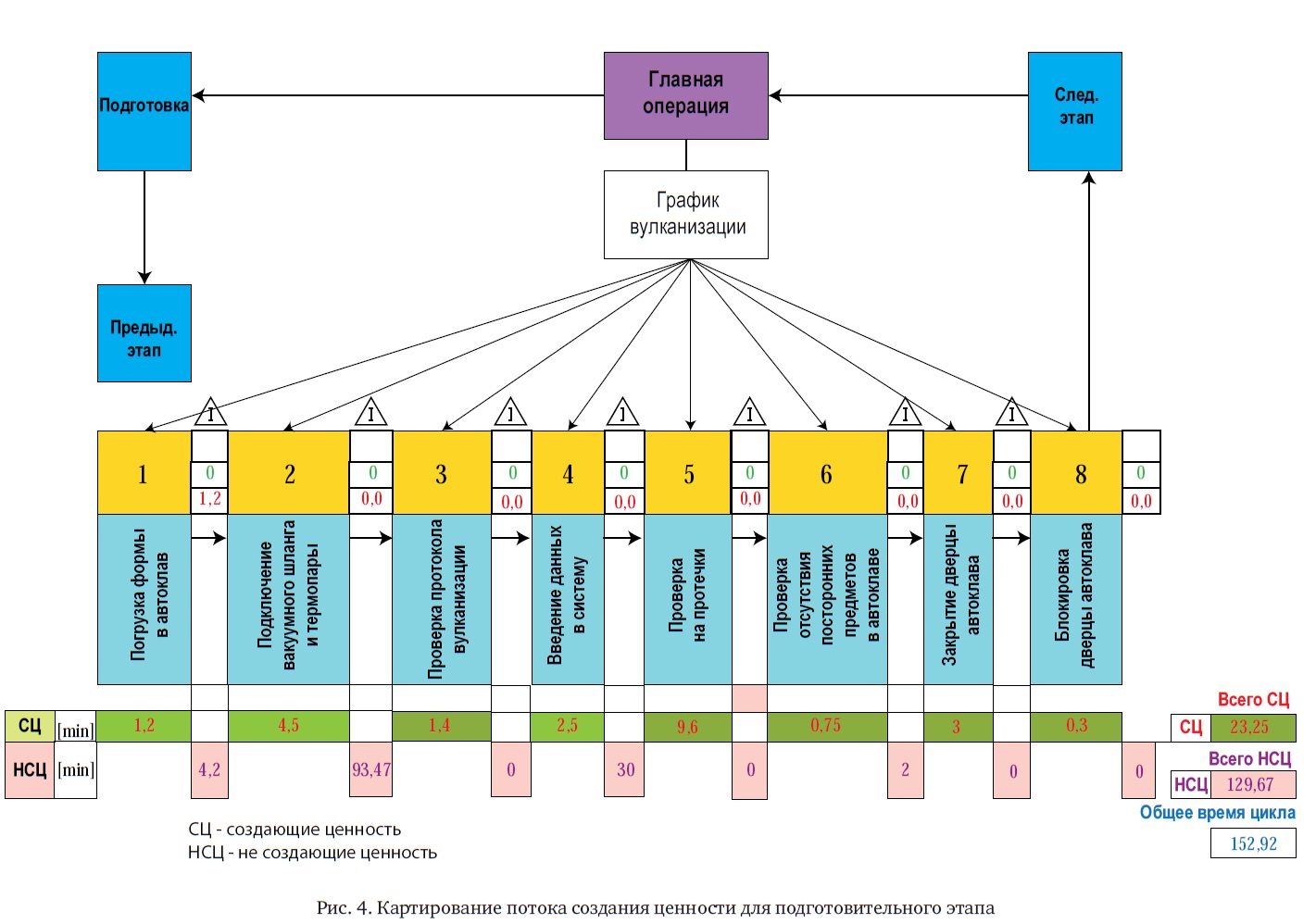
Более подробно рассмотреть источники незапланированных потерь времени на наладку, смену оснастки, разгрузку, ожидание материала, мы можем на карте подготовительного процесса (Рис. 4). Общее время операций, не добавляющих ценности, составило 129,67 минут из суммарных 152,92 минут цикла. Причем, как показало изучение процесса, большая часть времени затрачивается на этапе загрузки формы в автоклав и настройки оборудования, в то время как переналадка, осмотр и транспортировка занимают гораздо меньше времени. Таким образом, одной из самых серьезных проблем, ведущих к снижению ОЕЕ в процессе вулканизации, являются не столько незапланированные простои, сколько неоправданно длительное время наладки. Так, была поставлена следующая задача – определить коренные причины этой проблемы.
Построение причинно-следственной диаграммы
Причинно-следственная диаграмма Исикавы (или «диаграмма рыбья кость» из-за визуального сходства законченной диаграммы со скелетом рыбы) представляет собой графический способ исследования и представления наиболее существенных причинно-следственных взаимосвязей между факторами и последствиями в исследуемой ситуации или проблеме. Она отражает не только основные, но и второстепенные причины проблем. В данном случае задача заключалась в выявлении проблем, возникающих на этапе подготовки к вулканизации.
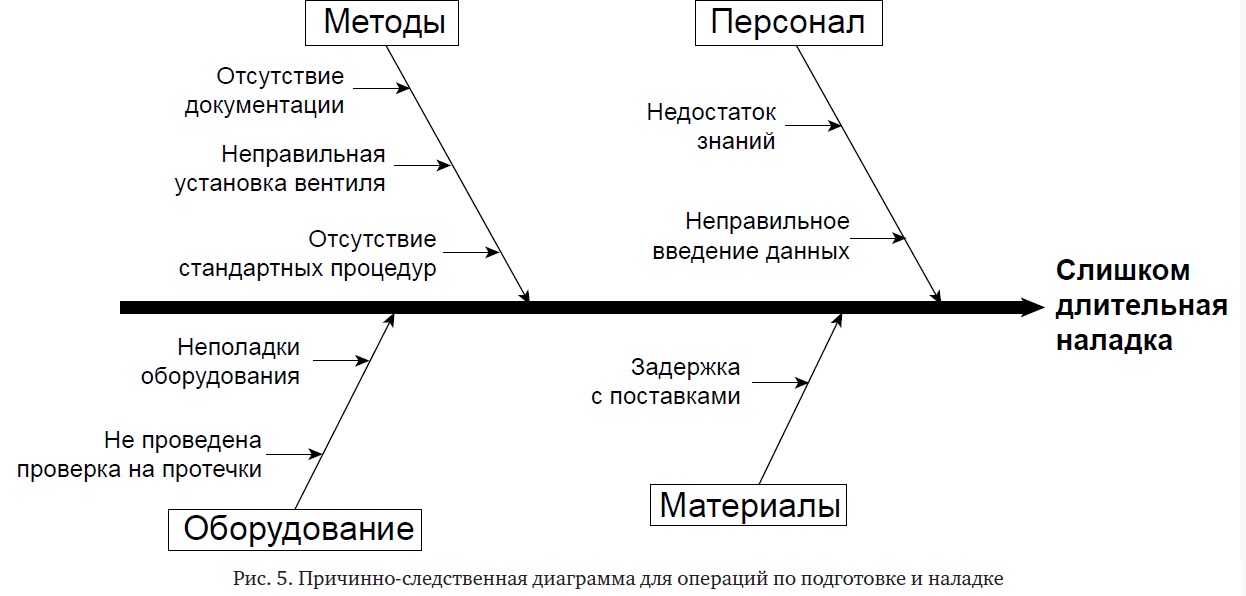
На продолжительность наладки оказывают свое влияние четыре фактора: персонал, материалы, методы и оборудование (рис. 5). Так, длительное время наладки может быть вызвано отсутствием стандартных процедур, частыми ошибками и потерями времени из-за необходимости их устранения и точной настройки.
Немаловажен человеческий фактор: если оператор халатно относится к своим обязанностям, невнимательно вводит данные или же спешит, то результатом становится еще более длительное время наладки. Кроме того, некоторым оператором элементарно недостает опыта работы с такими процессами, и они не выдерживают темп работы, боясь ошибиться и стать причиной поломок оборудования или выхода некачественного продукта.
Разница в производительности на разных этапах до и после вулканизации также способна стать причиной потерь времени. На этапе вулканизации могут иметь место задержки, обусловленные ожиданием поставки формы с предыдущих операций.
Особое внимание при анализе стоит уделять состоянию оборудования. Отказы или протечки в процессе установки могут привести к остановке всего процесса. Подвести может и неправильное функционирование вспомогательного оборудования, как то тележек или штабелеров, что также вносит свой вклад в потери времени.
На следующем этапе весь спектр выявленных потенциальных проблем изучается с точки зрения частоты возникновения и степени критичности для процесса.
Анализ видов и последствий отказов
Анализ видов и последствий отказов (FMEA) представляет собой методику управления рисками и повышения качества, направленную на выявление потенциальных причин отказов в продуктах и процессах, их классификацию путем оценки возможных последствий и разработку и применение мер профилактики путем устранения неполадок в процессах и минимизации использования неэффективных или нерациональных методов работы. В рамках данного метода каждому типу отказа на основе частоты (вероятности) возникновения (обозначаем как О, occurrence), вероятности обнаружения (D, Detection) и серьезности последствий (S, Severity) присваивается определенный показатель приоритетности риска (RPN). Определяется RPN как производная от трех своих показателей: RPN=SхOхD.
Коэффициент приоритетности риска показывает, будет ли незамедлительный результат при оптимизации, и используется для того, чтобы расположить проблемы и корректирующие меры в порядке важности, расставив тем самым риск приоритеты. Помимо совершенствования текущего процесса, анализ видов и последствий отказов дает возможность разработать дизайн будущих процессов и программы их валидации.
В рассматриваемом примере анализ видов и последствий отказов был проведен на трех стадиях процесса вулканизации: на участке подготовки, непосредственно вулканизации и участке извлечения заготовки из формы. На основании показателей RPN была составлена диаграмма Парето (рис. 6). Она представляет собой столбчатую диаграмму, интервалы которой упорядочены в нисходящей последовательности в зависимости от частоты возникновения показателей. Диаграммы Парето очень полезны для определения того, каким проблемам нужно уделить внимание в первую очередь.
Как видно из диаграммы на рис. 6, наивысшие показатели риска присущи этапу подготовки к вулканизации, затем идут сам процесс вулканизации и процесс извлечения формы.
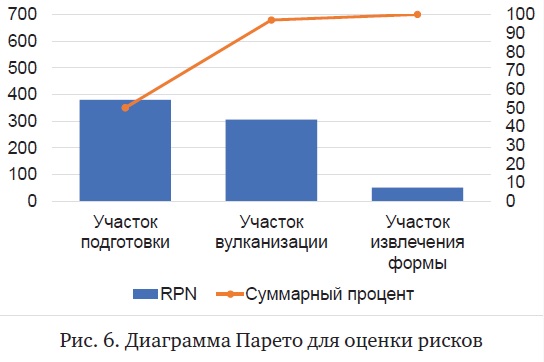
То есть на подготовительной стадии, где проводятся операции установки и наладки, происходит больше всего отклонений, приводящих к потерям времени и влияющих на показатели OEE. Соответственно, требовался пересмотр существующих практик.
Также было выявлено, что на этапе вулканизации самой распространенной проблемой являются сбои в работе оборудования, вызывающие потери времени на ремонт. При этом ежедневно по утрам перед началом вулканизации проводилось профилактическое техническое обслуживание оборудования. Поскольку, несмотря на это, отказы все равно случались их источником могли быть дефекты самого оборудования, которые невозможно устранить в рамках профилактического технического обслуживания и ремонта.
Долгая подготовка к процессу вулканизации подтолкнула предприятие к пересмотру принятых практик. В качестве альтернативы был выбран метод быстрой переналадки.
Быстрая переналадка (SMED, Single Minute Exchange of Die) – это инструмент, разработанный в рамках Бережливого производства и направленный на устранение потерь времени и ненужных операций, а также на усовершенствование процесса наладки оборудования и повышение эксплуатационной гибкости. SMED – это не исключение переналадок как таковых, а максимальное повышение эффективности операций, что непосредственным образом влияет на показатели ОЕЕ. Таким образом, быстрая переналадка является эффективным инструментом сокращения потерь времени и повышения эффективности оборудования.
Внедрение SMED на этапе подготовки к вулканизации происходило по следующему алгоритму:
1. Выбор пилотного участка, оценка текущего процесса переналадки. Текущее состояние процесса вулканизации отражено на карте потока создания ценности (рис. 4). Пилотным участком стал участок подготовки, для которого характерно длительное время наладки и переналадки. В Таблице 2 отражены этапы подготовительного процесса и время, затрачиваемое на каждый из этих этапов. Как уже было сказано ранее, время было установлено в ходе анализа временных затрат.
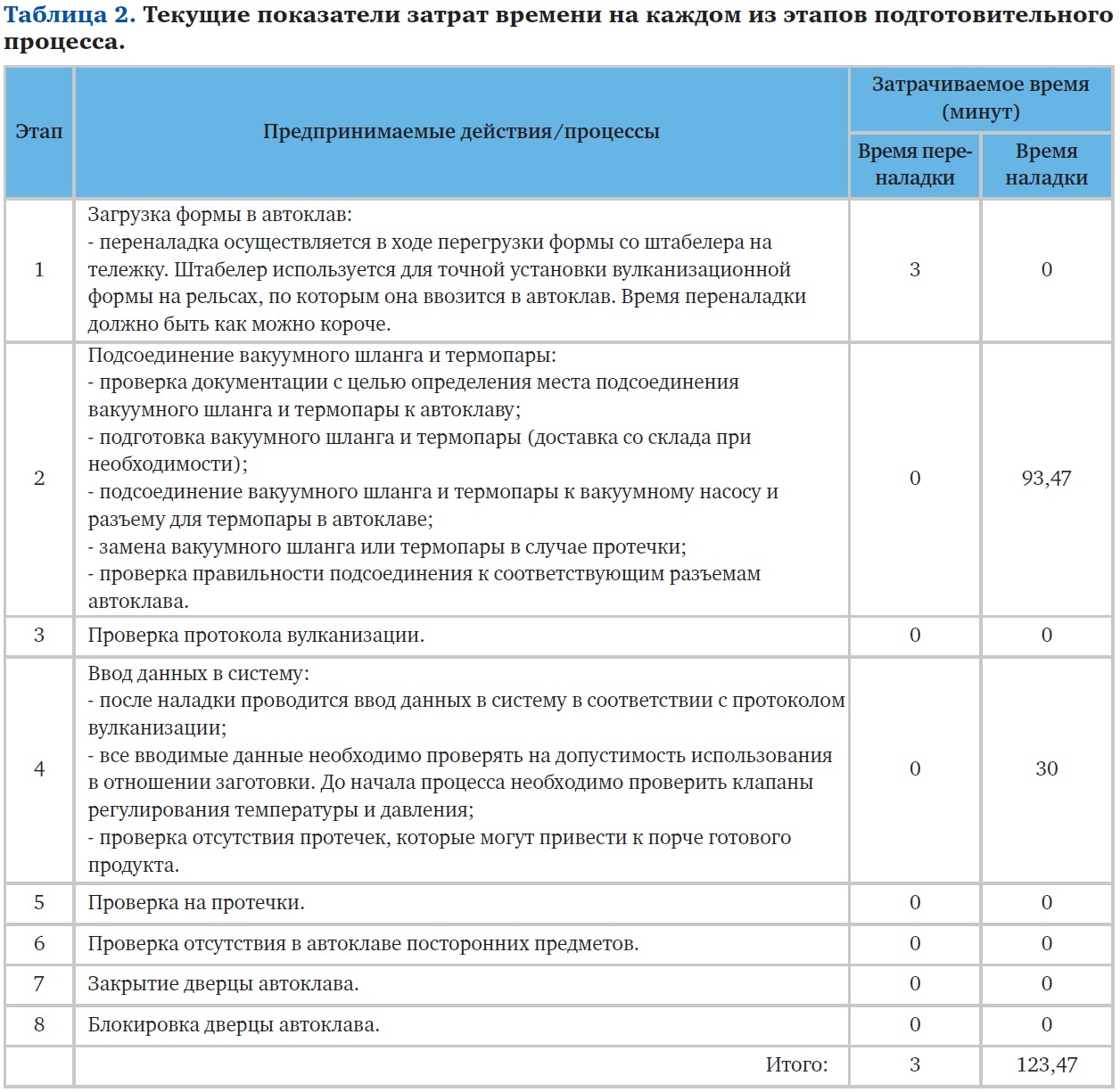
На установку вакуумного шланга и термопары уходит 93,47 минут (или 76%) из общего времени подготовки к вулканизации (123,47 минут). Ввод данных занимает оставшиеся 24% процесса (30 минут).
2. Разделение операций на внешние и внутренние. Следующим шагом становится распределение всех операций подготовительного этапа на внешние и внутренние (табл. 3). Внешние операции осуществляются без остановки оборудования с минимальной необходимостью переналадки. Внутренние требуют остановки оборудования.
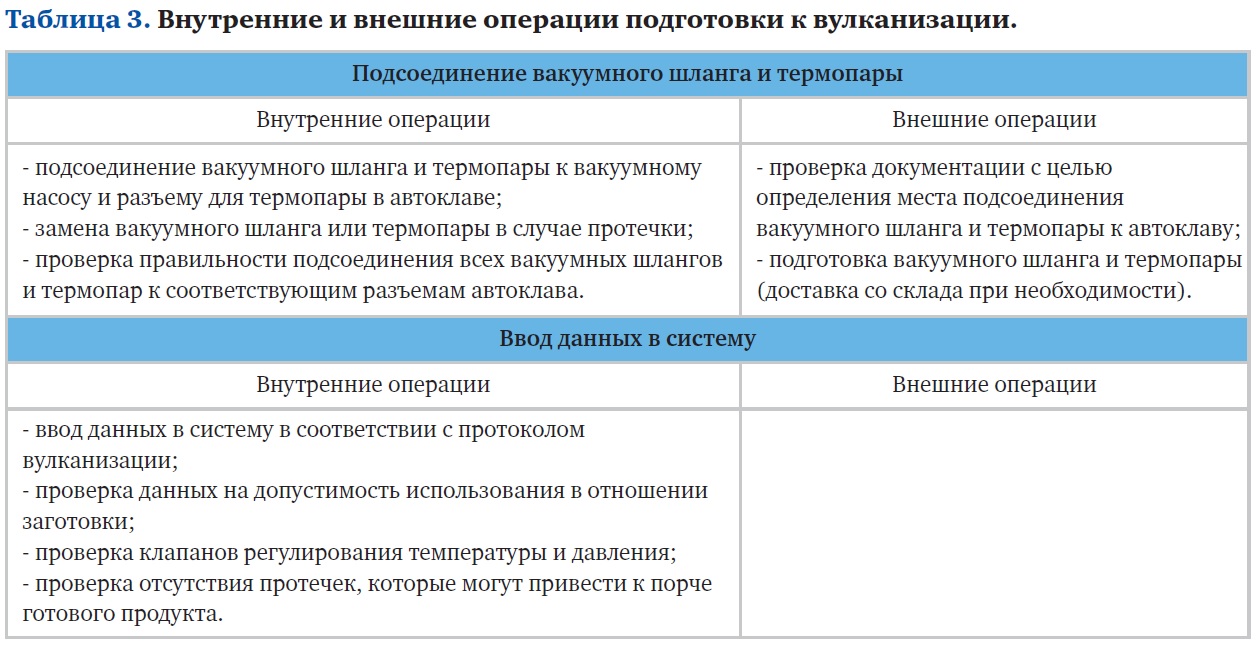
3. Перевод внутренних операций во внешние. Главным методом сокращения потерь времени в рамках SMED является перевод внутренних операций во внешние, которые не требуют остановки оборудования и могут выполняться параллельно с другими операциями при работающем оборудовании. Так, в цехе вулканизации были предприняты следующие меры:
Во-первых, параметры подсоединения вакуумного шланга и термопары начали указывать заранее, пока обрабатывается предыдущая заготовка. Работник, поставляющий форму к автоклаву, прикрепляет ярлык с указанием того, к каким разъемам автоклава их подсоединять впоследствии. Так оператор оборудования экономит свое время в ходе внутренней установки формы в автоклав.
Во-вторых, зона хранения вакуумных шлангов и термопар была реорганизована по принципам 5S. Все элементы и материалы были расположены удобно и рационально, что сократило время на их поиск. Кроме того, в зоне хранения был организован контроль качества. Элементы, находящиеся в неудовлетворительном состоянии, удаляются, чтобы оператор не тратил время на поиск подходящего либо на замену, если не заметит дефект сразу. Такие простые действия также помогли сократить продолжительность подготовительного этапа.
4. Оптимизация и упрощение оставшихся внутренних операций. Не все операции можно перевести из внутренних во внешние – этому есть объективные ограничения. Однако всегда есть возможность повысить темпы выполнения внутренних операций по наладке. Для этого выполнение этих операций работниками разных смен было тщательно проанализировано, затем была определена оптимальная очередность действий и разработаны единые стандарты, способствующие более быстрой и качественной работе. Стандартам были обучения все работники участка.
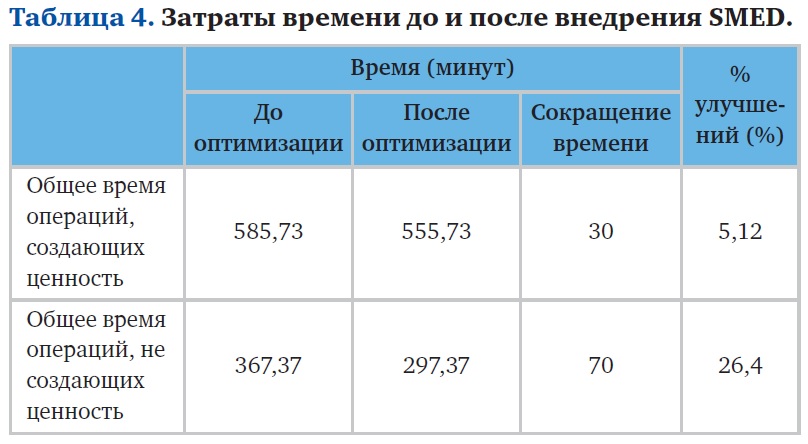
Исходная продолжительность подготовительного этапа составляла 123,47 минуты. Длительность времени подготовки обуславливала низкие показатели ОЕЕ. На основании многочисленных исследований и рекомендаций специалистов было принято решение применить такой инструмент, как быстрая переналадка, в целях сокращения продолжительности подготовительного этапа. В Таблице 4 отражены исходные и новые показатели продолжительности времени операций. Как можно увидеть из таблицы, использование быстрой переналадки оказалось весьма эффективным и позволило сократить продолжительность операций, создающих и не создающих ценность, на 5,12% и 26,4% соответственно.
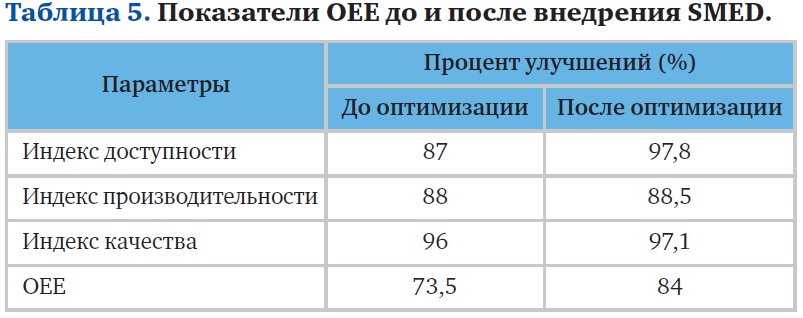
Сокращение продолжительности подготовки к вулканизации в свою очередь повлияло на показатели общей эффективности (табл. 5). Исходный показатель ОЕЕ, равный 73,5%, после проведения оптимизации процессов был увеличен до 84%.
Для сохранения уверенных позиций на рынке регулярная комплексная оценка эффективности различных ее аспектов деятельности компании – технологических процессов, оборудования, персонала – является неотъемлемой частью. Она помогает своевременно выявлять отклонения и находить новые возможности роста. Однако знания инструментов анализа и повышения эффективности процессов на производстве недостаточно. Для получения желаемого эффекта необходим системный подход и вовлеченность персонала. Принципы и инструменты Бережливого производства способны помочь любой организации сократить или полностью устранить операции, не создающие ценность, а залогом успешной реализации преобразований является способность объективно оценить существующие практики, возможности и риски со всех сторон. Расчет и работа над повышением показателя ОЕЕ нередко становится стимулом для улучшения остальных показателей эффективности, поскольку, фокус на качестве, производительности и использовании оборудования, стимулирует работу по исключению из производственных процессов операций, не создающих ценность.
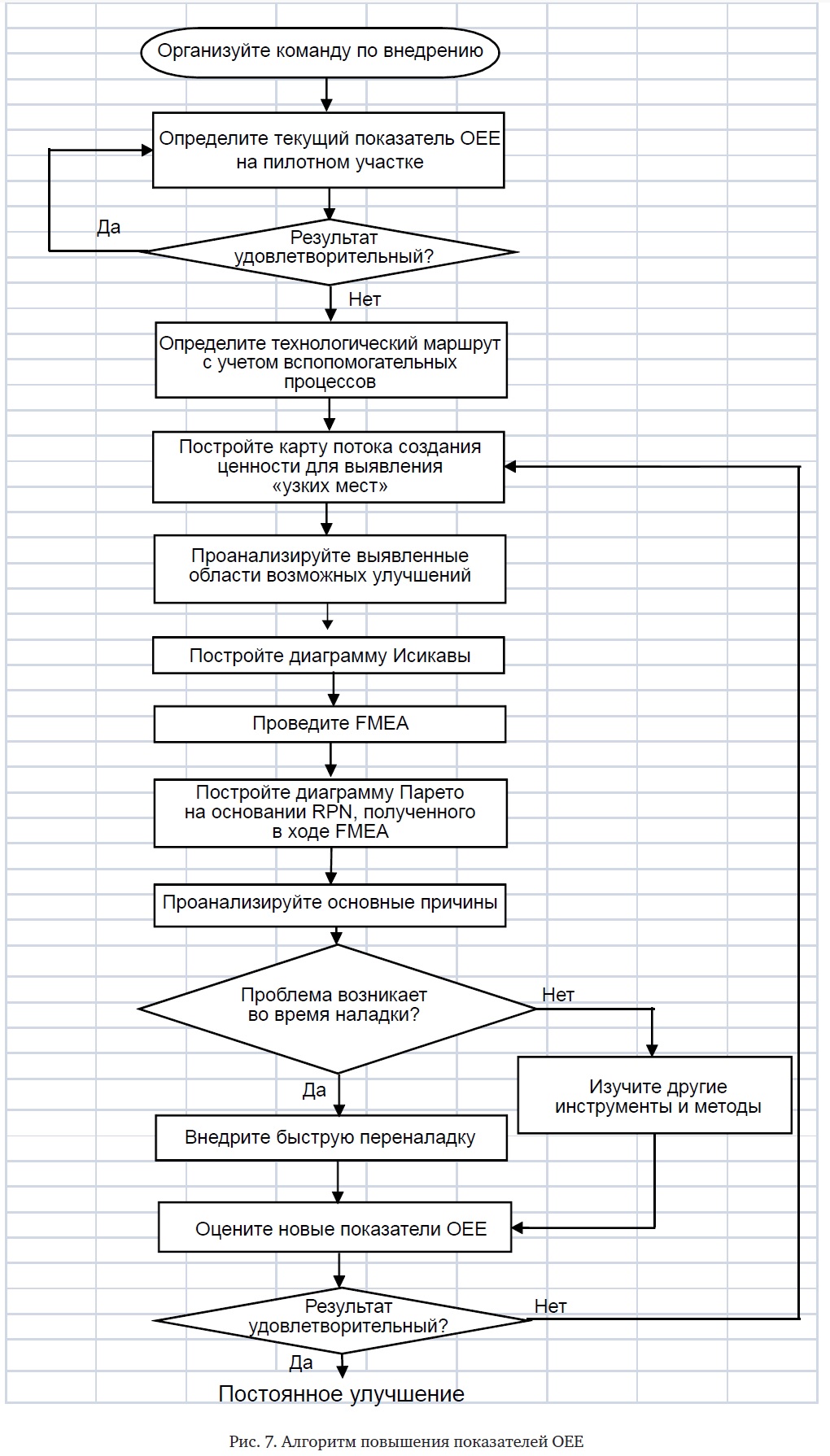
Комплексный подход к анализу процесса вулканизации с применением картирования потока создания ценности, временного анализа, анализа видов и последствий отказов FMEA, диаграммы Исикавы и Парето и учетом существующих рисков и их критичности для процесса позволил точно определить оптимальную точку приложения усилий и необходимые инструменты для преобразований. Именно благодаря этим инструментам, помогающим выявить области, требующие улучшения, предприятию удалось значительно улучшить показатели эффективности. Были выявлены потери времени, присущие процессу вулканизации, и разработаны и внедрены меры по их устранению. Сфокусировавшись на устранении потерь на этапе подготовки при помощи SMED, предприятие смогло оптимизировать потери времени и повысить показатели ОЕЕ до уровня производства мирового класса. По итогам проведенной работы был сформулирован алгоритм повышения показателей OEE, который может быть с успехом применен на любом предприятии (Рис. 7).
Текст: Наталья Коношенко. Изображение ru.freepik.com
Материал подготовлен на основании данных
1) Perumal Puvanasvaran, Chan Yun Kim , Teoh Yong Siang, Overall Equipment Efficiency (Oee) Improvement Through Integrating Quality Tool: Case Study, International Conference on Design and Concurrent Engineering;
2) Francis Wauters, Jean Mathot «Overall Equipment Efficiency»
3) Calculating OEE Overall Equipment Effectiveness, Vorne Industries.













