Как система интеллектуальной видеоаналитики позволяет экономить до 30 часов рабочего времени в месяц.
Благодарим пресс-службу ПАО "Ашинский метзавод" за предоставление данного материала.
В электросталеплавильном цехе № 2 внедрена система интеллектуальной видеоаналитики, ставшая новым этапом развития действующей системы учета шихты.
Решение основано на технологиях промышленного искусственного интеллекта и встроено в контур АСУТП, что позволило повысить надежность измерений и отказаться от избыточных операций. Проект, реализованный при ключевой роли специалистов ОАСУТП по заказу и при активной поддержке ЭСПЦ № 2, а также Управления снабжения, наглядно показывает, как современные цифровые инструменты применяются в реальных условиях металлургического производства.
Успешной реализации способствовало слаженное взаимодействие специалистов разных профилей в рамках ОАСУТП: монтажные работы выполнило бюро по ремонту и эксплуатации, разработку проектной документации обеспечило проектное бюро, а интеграцию в систему учета и основную работу по внедрению провело бюро цифровизации производства.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Важно отметить, что система учета шихты в ЭСПЦ № 2 изначально не была типовым решением. Несколько лет назад специалисты Ашинского метзавода разработали собственный программно-аппаратный комплекс, объединивший данные от мостовых кранов, железнодорожных весов в виртуальную координатную модель цеха.
Для повышения точности применялась специальная математическая обработка данных и программная привязка к технологическим объектам. Это решение позволило обеспечить надежный уровень учета в сложных производственных условиях и стало прочной основой для дальнейшего развития системы.
Со временем система подошла к границе своих возможностей. Ключевым ограничением стало отсутствие автоматического определения координат вагонов с требуемой точностью в режиме реального времени.
Для поддержания необходимой точности учета ежедневно приходилось выводить вагоны с остатками шихты из цеха, взвешивать их и возвращать обратно. Такая процедура занимала около часа в сутки и в сумме достигала до 30 часов в месяц работы, не формирующей добавленную стоимость.
Кроме того, сохранялась зависимость от человеческого фактора: тип лома при разгрузке указывался вручную, что в условиях интенсивного производства повышало риск ошибок и пересортицы.
Попытки решить задачу классическими средствами автоматизации – с помощью датчиков, световых барьеров и контроля колесных пар – были признаны нежизнеспособными. Сложные условия эксплуатации, запыленность и геометрия участка делали такие решения уязвимыми и неэффективными.
Фактически специалисты завода подошли к границе возможностей традиционной автоматики. Дальнейшее развитие системы учета требовало перехода к технологиям, способным работать с неопределенностью и нестандартными объектами. Таким решением стала интеллектуальная видеоаналитика.
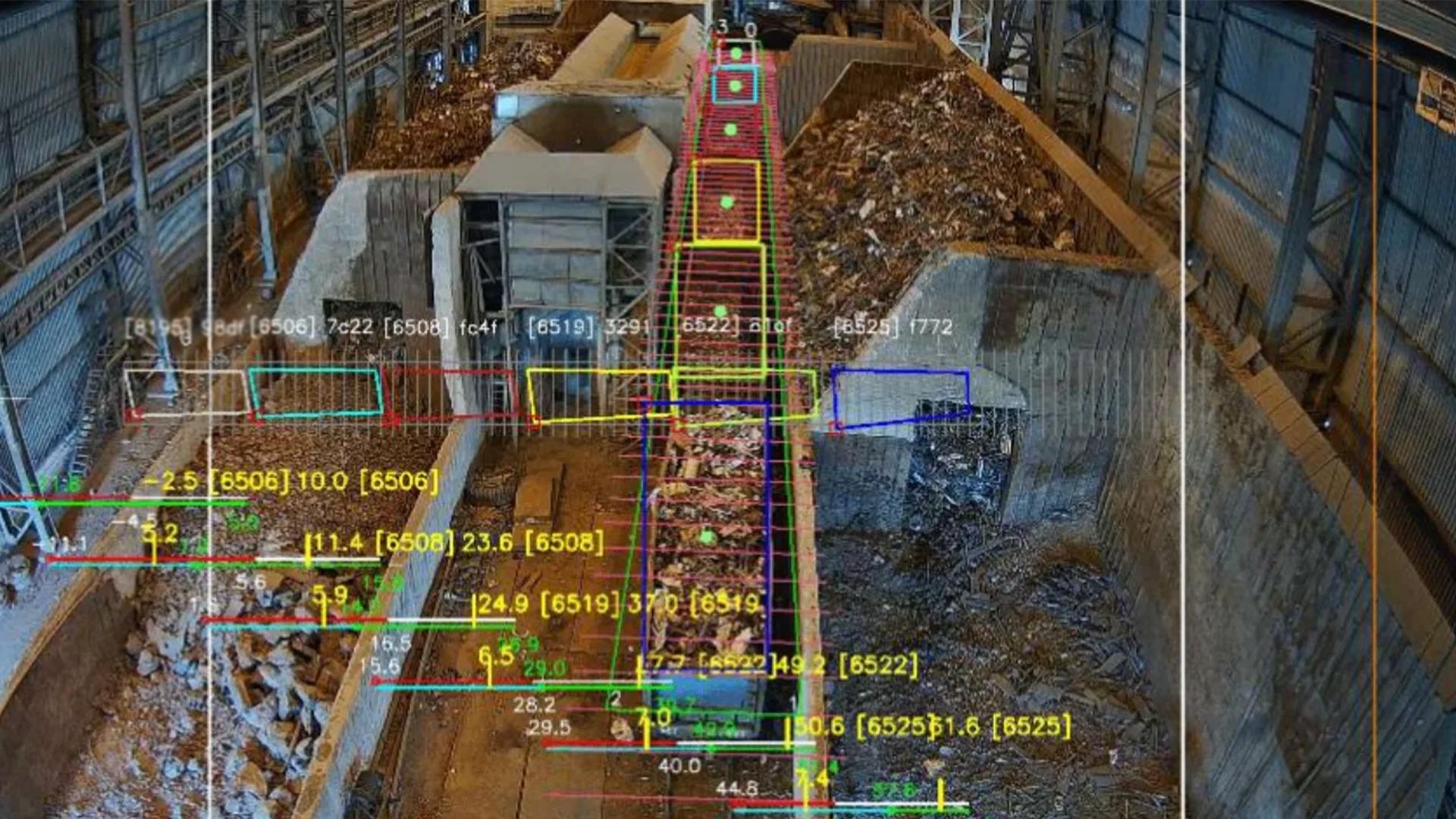
Система на основе алгоритмов компьютерного зрения и машинного обучения в реальном времени распознает полувагоны и думпкары, определяет их координаты в системе цеха и передает данные в контур АСУТП. Речь идет не о видеонаблюдении, а о полноценном измерительном инструменте, встроенном в технологическую модель производства.
Задача оказалась нетиповой даже для рынка видеоаналитики: нестандартные объекты, различные углы обзора, ограниченная видимость и необходимость точных расчетов в реальном времени. Готовых решений под такие условия фактически не существовало.
Проект стартовал в 2024 году. Совместно с разработчиком была развернута техническая инфраструктура: камеры, серверное оборудование, программное обеспечение. При этом монтаж и интеграция в существующую архитектуру выполнялись специалистами Ашинского метзавода, что позволило сохранить контроль над логикой системы и оптимизировать затраты.
В ходе внедрения выявился критический момент: из-за острых углов обзора погрешность определения координат превышала допустимые значения. Решение было найдено инженерным путем – через применение принципа стереозрения, то есть одновременной обработки видеопотоков с двух камер. Это позволило добиться требуемой точности без увеличения количества оборудования.
В октябре 2025 года система была принята в промышленную эксплуатацию.
С 1 января 2026 года система используется в промышленном режиме: ежедневная перегонка вагонов для контрольного взвешивания больше не требуется, при этом точность учета лома сохранена на достигнутом уровне. Соответствующие изменения внесены в технологическую инструкцию.
Следующий этап проекта – автоматическое определение вида лома – предполагает накопление статистических данных и их сравнительный анализ. Это взвешенный подход, при котором надежность и воспроизводимость результата ставятся выше скорости внедрения.
Проект показал, что промышленный искусственный интеллект – это не модный термин, а рабочий инструмент, если за ним стоят компетенции и инженерное мышление. Ключевую роль здесь сыграли специалисты Ашинского метзавода, которые не просто внедрили новое решение, а последовательно развили уже существующую, собственную систему учета.
Сегодня Ашинский метзавод демонстрирует готовность работать с технологиями следующего уровня – осмысленно, последовательно и с опорой на собственный профессиональный потенциал.
Система интеллектуальной видеоаналитики позволяет экономить около часа в сутки и до 30 часов рабочего времени в месяц.
Измерительный инструмент, встроенный в технологическую модель производства, на основе алгоритмов компьютерного зрения и машинного обучения в реальном времени распознает полувагоны и думпкары, определяет их координаты в системе цеха и передает данные в контур АСУТП. Следующий этап проекта – автоматическое определение вида лома.
Подготовила Алсу Сахибгареева по материалам ОАСУТП. Фото предоставлено пресс-службой ПАО "Ашинский метзавод"