С марта 2016 года на УАЗе в тестовом режиме запущена процедура контроля выполнения стандартного процесса оператором.
Благодарим Пресс-центр ПАО «Ульяновский автомобильный завод» за предоставление данного материала.
Автор: Николай Маслов, ведущий специалист службы производственной системы ПАО «Ульяновский автомобильный завод»
Контроль выполнения стандартного процесса осуществляется при помощи Т-карты проверки оператора. Т-карта проверки оператора – это средство визуального менеджмента, которое предполагает проверку выполнения оператором на рабочих постах/рабочих местах требований по основным направлениям: безопасность, качество, организация рабочего места, доставка и стоимость, а также обслуживание оборудования. Название дано по форме документа в виде буквы «Т».
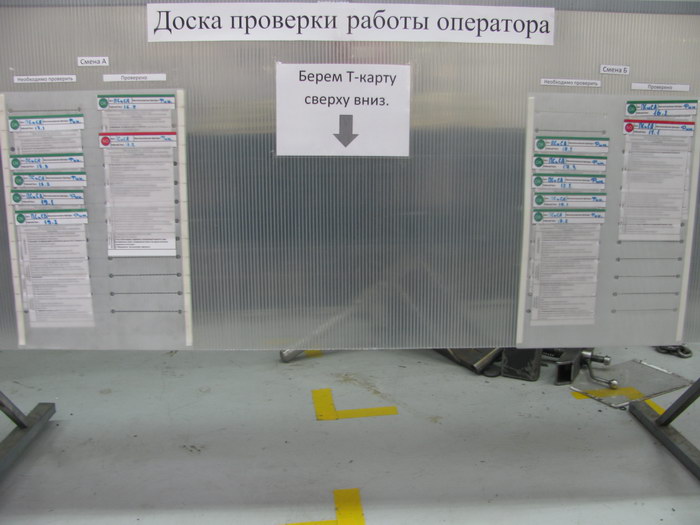
Данные карты располагаются в секциях на специальных стендах в бригадной зоне. На данном стенде для каждого рабочего поста/места имеются две секции: «Необходимо проверить» и «Проверено».
В секции «Необходимо проверить» находится Т-карта до начала проверки, и каждый раз при проведении проверки проверяющий вынимает следующую по порядку Т-карту из этой секции до тех пор, пока все Т-карты не окажутся в секции «Проверено». По результатам проверки Т-карта помещается в секцию «Проверено»: зеленой стороной – если при проверке нарушений и замечаний нет, и красной стороной – если нарушения и замечания есть.
В секцию «Необходимо проверить» перемещаются только Т-карты, обращенные зеленой стороной, а Т-карты, обращенные красной стороной, остаются в секции «Проверено» до окончательного устранения замечаний.
Факт проверки отмечается в чек-листе «Контроль стандартного процесса», где проверяющий указывает номер проверяемой КСО/КСР и ставит свою подпись в графе OK/NOK за соответствующую дату. Данный лист оформляется на обе смены.
Замечания, выявленные в процессе проверки, заносятся в лист нарушений процесса либо в матрицу отклонений. Если обнаружены ошибки в КСО/КСР (неточности выполнения операции, неэффективная последовательность выполнения операции и т. д.), то информация заносится в лист нарушений процесса и информация сообщается начальнику участка и инженеру-технологу. Если же обнаружены отклонения на рабочих поста/местах, а также нарушения выполнения операции оператором, информация заносится в матрицу отклонений для последующего устранения, с отслеживанием статуса. Ежемесячно составляется отчет для руководителя подразделения.












