Повышение конкурентоспособности выпускаемой продукции является важнейшей задачей, стоящей перед любым предприятием. Одними из способов достижения данной цели является внедрение новых технологий, применение высокопроизводительного оборудования. Для того чтобы в полной мере использовать возможности оборудования, необходимо обеспечивать его постоянную работоспособность.

Благодарим редакцию журнала «Трамплин к успеху» НПО «Сатурн» за предоставление данного материала.
«При проведении капитального ремонта и должном уходе даже за существующим производственным оборудованием можно повысить его функциональность и точность на 20-30%...» Ю. Хигаси
На любом предприятии существует проблема остановки производства по причине выхода оборудования из строя – поломок, наше не исключение. Поломки – одна из наиболее частых причин отказов оборудования. Ремонтные работы, производимые после поломки и вызванной ею остановки оборудования, снижение его эксплуатационных качеств – это вынужденный, неплановый, аварийный ремонт оборудования. Порой на диагностирование и выявление причины отказа оборудования уходит от нескольких часов до нескольких дней, а время на устранение неполадок может достигать нескольких месяцев. Под угрозой срыва находится производственный план, потери из-за поломок становятся колоссальными.
В связи с этим возникла необходимость определить мероприятия, направленные на сокращение потерь связанных с выходом оборудования из строя, был запущен проект по повышению эффективности обслуживания оборудования на примере участка высокопроизводительного оборудования одного из подразделений. Основной целью проекта было сокращение количества отказов оборудования и времени простоя на 25%, а основным требованием – своевременное профилактическое обслуживание оборудования на системной основе.
Первое, что было проанализировано это то, насколько время простоя оборудования в ремонте и количество выхода оборудования из строя зависят от срока эксплуатации оборудования и от фактически отработанного времени – прямой зависимости выявлено не было.
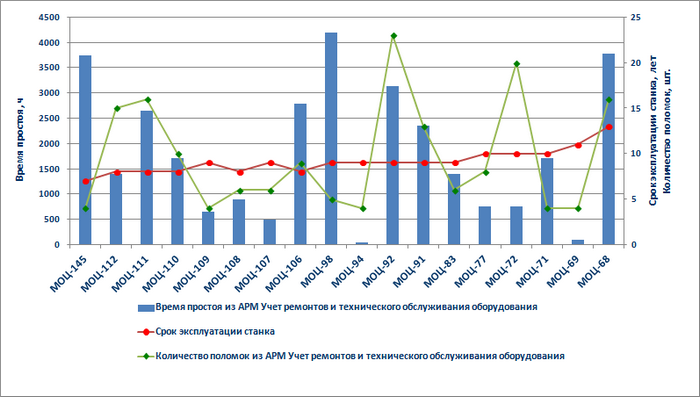
Рис. 1 – Зависимость количества поломок и времени простоя оборудования от срока эксплуатации
Также с помощью анкетирования была проведена оценка возможностей сокращения количества поломок: в результате было выявлено, что работники, обслуживающие оборудование, считают, что для сокращения количества поломок необходимо, чтобы основные производственные рабочие больше внимания уделяли повышению своей квалификации, соблюдению эксплуатационного режима при работе на оборудовании. В свою очередь операторы оборудования считают, что для этого необходимо регулярно и своевременно осуществлять планово-предупредительный ремонт и регламентные работы. Основной целью для операторов является выполнение производственного плана и максимальная загрузка оборудования, при этом во время эксплуатации ими уделяется мало внимания состоянию оборудования. В результате возникают ситуации, приводящие к выходу оборудования из строя на продолжительный срок.
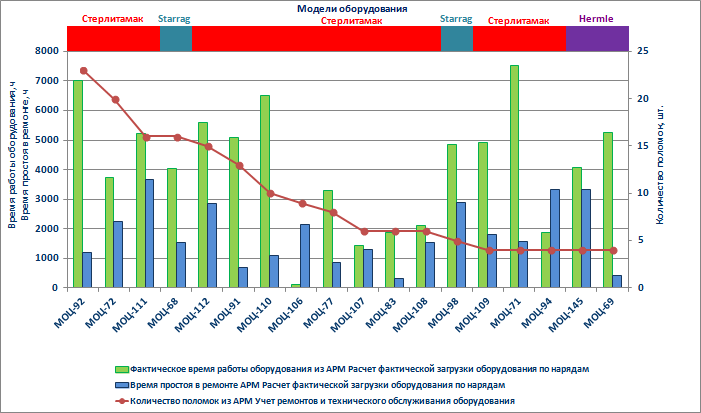
Рис. 2 – Зависимость количества поломок и времени простоя оборудования от фактического времени работы
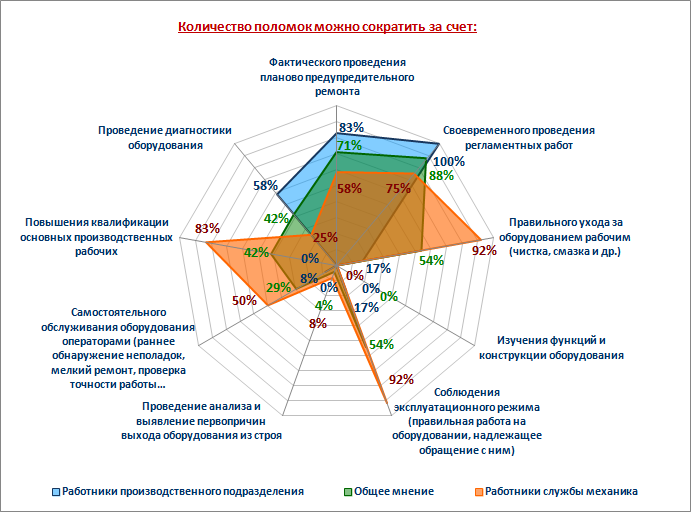
Рис. 3 – Результаты анкетирования по возможностям сокращения количества поломок
Признаки того, что оборудование может выйти из строя, появляются задолго до отказа станка. Чтобы избежать аварийной остановки, необходимо осуществлять профилактическое обслуживание оборудования, одно из направлений подхода общего производительного обслуживания оборудования (TPM). Профилактическое обслуживание оборудования позволяет предупредить большую часть неисправностей и повысить общую эффективность работы оборудования. Главной отличительной особенностью TPM является привлечение всех сотрудников, в том числе самостоятельное обслуживание оборудования операторами, реализация принципа «о своем оборудовании забочусь сам». При активном участии производственных рабочих в процессе обслуживания появляется возможность устранять проблемы в более сжатые сроки.
Для качественного и своевременного осуществления профилактического обслуживания оборудования необходимо, чтобы нормы чистки, смазки, проверки оборудования были закреплены «на бумаге» в виде утвержденных стандартов/регламентов деятельности: нормативов, инструкций по проверке и уборке оборудования (чистке, смазке, наладке и др.), стандартов предприятия, карт оборудования и другие. То есть стандартизировать процедуры обслуживания и организации работы оборудования.

Согласно стандартов предприятия, подразделение, монтирующее новое оборудование, обязано на основании документов от фирмы изготовителя выпустить инструкцию по эксплуатации и техническому обслуживанию, на момент ввода оборудования в основные фонды.
Персонал, обслуживающий оборудование при проведении регламентных работ, должен знать конструктивные особенности данного оборудования, а также изучить требования инструкции по эксплуатации. Все регламентные работы осуществляются согласно месячным планам планово-предупредительного ремонта, в котором завуалированы требования регламентных работ. Инструкции выпускаются в единичном экземпляре, так же как и планы работ, хранятся централизовано, что затрудняет их использование. Отметка о выполнении работ делается в месячном плане и в паспорте качества: в месячном плане отметки делает обслуживающий персонал, в паспорте качества – механик, обслуживающий данное подразделение. Ответственность за выполнение регламентных работ возложена только на службу главного механика.
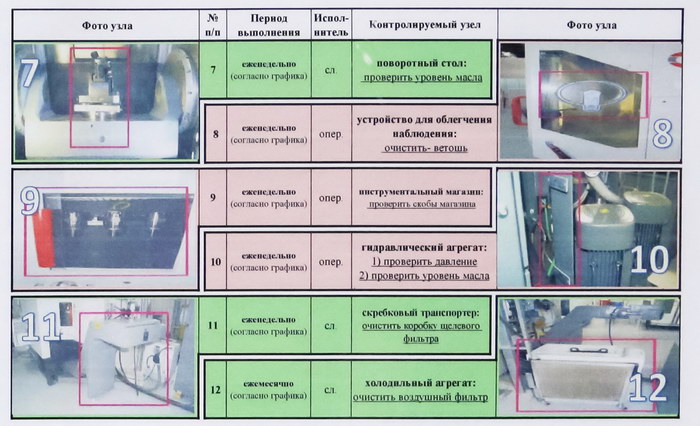
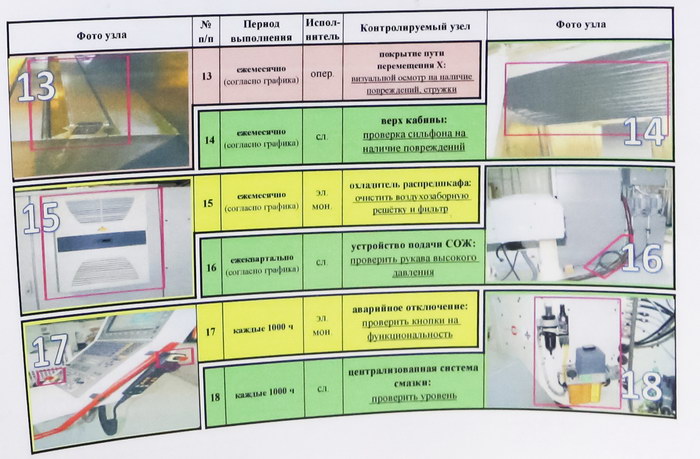
В рамках проекта было предложено стандартизировать данную информацию по типам оборудования в виде схем с фото узлов и кратким описанием действия и размещать непосредственно на оборудовании, то есть рядом с местом выполнения работ. Четко разграничили функции и ответственность ремонтников, операторов и наладчиков. Описали, кто и какие виды работ должен делать, с какой периодичностью, кто этот результат проверяет. Для большей наглядности функции работников по зонам ответственности окрасили в разные цвета, что сэкономит время на поиск в общем списке. Фиксирование, подтверждение результатов проведенных работ, происходит на бланке личной подписью, что наглядно демонстрирует выполнение работ и повышает личную ответственность исполнителя. Главное - постоянно и сознательно следовать выбранным и установленным правилам.
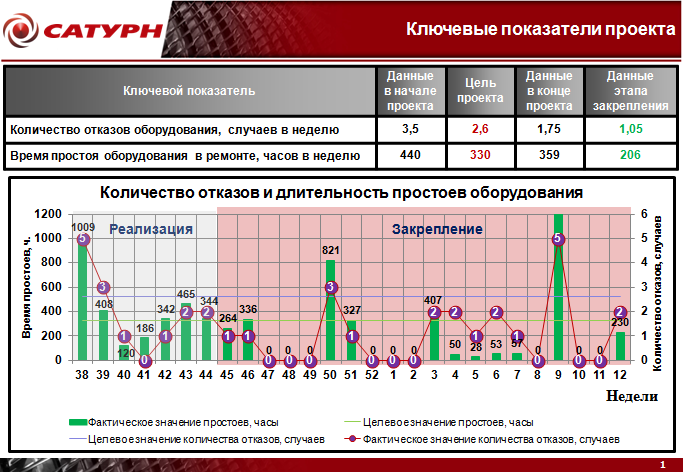
На протяжении всего проекта для корректирования действий отслеживались показатели на соответствие целевому значению.

В результате проведенного проекта на примере одного участка были достигнуты неплохие результаты:
Так же сформировалась положительная тенденция снижения издержек предприятия связанных с простоями оборудования.
В настоящее время решается вопрос о распространении опыта во всех производственных подразделениях и внесении в стандарты предприятия процедуры и разработанных форм по проведению регламентных работ.
Подготовлено Светланой Хрящевой и Ольгой Коноваловой













