Статья из архива альманаха «Управление производством».
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
ОЕЕ представляет собой возможность всесторонне оценить эффективность оборудования. Он основан на измерении и обработке конкретных производственных показателей и ключевыми здесь являются Доступность, Производительность и Качество. Для грамотной оценки OEE нужно понимать, из чего складываются эти показатели.
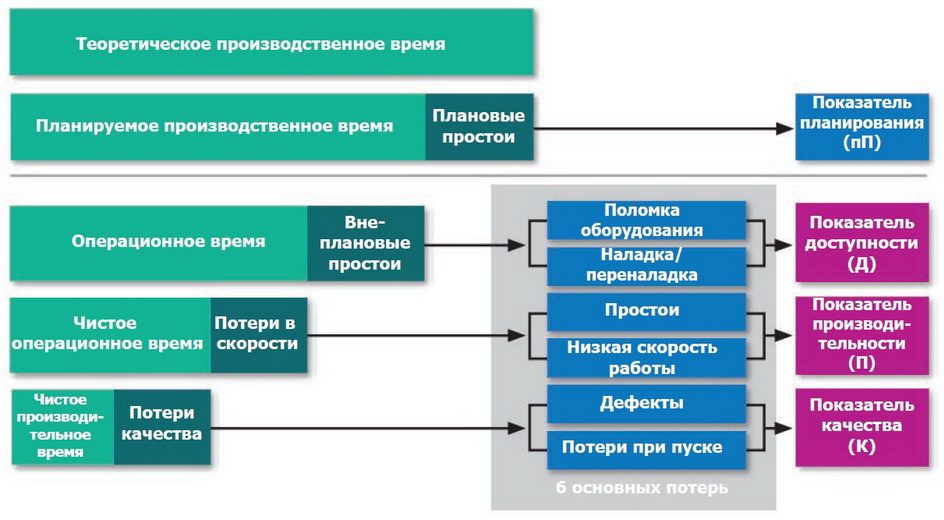
Рис. 1. Параметры расчета OEE
В общем времени работы предприятия (Plant Operating Time, POT) необходимо выделять Время плановой остановки оборудования (Planned Shut Down, PSD), которое не учитывается при анализе эффективности работы. Оставшееся время называется Планируемым производственным временем (Planned Production Time, PPT). Именно от него мы будем отталкиваться при расчете OEE.
PPT = POT – PSD
Показатель Доступности измеряет потери, которые несет производство из-за внеплановой остановки оборудования (Down Time Loss, DTL) по любым причинам: поломка, отказ оборудования, дефицит сырья, переполненность складов или зон хранения в цехах. К потерям на остановки относится и время переналадки! Несмотря на то, что свести время переналадки к нулю в большинстве случаев невозможно, существуют методики сокращения этого времени (в число самых эффективных входит SMED). Отняв от Планируемого производственного времени показатель Потерь на остановки, мы получаем Операционное время (Operating Time, OT):
OT = PPT – DTL
Доступность определяется как соотношение Операционного времени и Планируемого производственного времени:
A = OT / PPT
Доступность = Операционное время / Планируемое производственное время
Производительность оценивает потери в скорости производства (Speed Loss, SL) и учитывает все факторы, которые не позволяют оборудованию работать на своей максимальной скорости (износ, низкая эффективность работы оператора, использование некачественных материалов и др.). Рабочее время, оставшееся после учета потерь в скорости, называется Чистым операционным временем (Net Operating Time, NOT):
NOT = OT – SL = PPT – DTL – SL
Производительность определяется по следующей формуле:
P = (ICT х TP) / OT
Производительность = (Идеальное время цикла х Выпуск продукции) / Операционное время
или
P = (TP/OT) / IRR
Производительность = (Выпуск продукции/Операционное время) / Идеальная норма производства
где ICT – Идеальное время цикла (Ideal Cycle Time) – теоретическое минимальное время, необходимое для выпуска единицы продукции;
IRR – Идеальная норма производства (Ideal Run Rate) – теоретически максимальное количество продукции, производимое в единицу времени – величина обратная ICT;
TP – Выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Поскольку Идеальное время цикла – это минимальное время, которое может занять производственный процесс, необходимый для изготовления одной единицы продукции при оптимальных условиях, то при умножении его на показатель выпуска продукции мы получаем чистое операционное время.
Качество относится к потерям, вызываемым несоответствием произведенной продукции критериям, установленным на предприятии, что приводит к необходимости доработки или устранения дефектов (Quality Loss, QL). Рабочее время, оставшееся после учета потерь в качестве, называется Чистым производительным временем (Fully Productive Time, FPT).
FPT = NOT – QL = PPT – DTL – SL – QL
При расчете качества важно соотношение выпуска годной продукции (не требующей исправления) к общему объему выпущенной продукции:
Q = GP / TP
Качество = Выпуск годной продукции / Выпуск продукции
где GP – Выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время OT.
ОЕЕ как совокупность этих трех факторов – Доступности, Производительности и Качества – дает полное представление о производственной эффективности вашего оборудования.
OEE = A x P x Q
ОЕЕ = Доступность x Производительность x Качество
Если заменить Доступность, Производительность и Качество в формуле их составляющими, а затем сократить до простейших компонентов, формула приобретет следующий вид:
OEE = GP x ICT / PPT
ОЕЕ = Выпуск годной продукции x Идеальное время цикла / Планируемое производственное время
Этот способ вычисления показателей ОЕЕ также является верным. Умножение выпуска годной продукции на идеальное время цикла дает нам показатель Чистого производительного времени – времени, в течение которого производятся только качественные изделия при максимальной скорости без простоев.
Иными словами, рассчитав OEE мы получаем ответ на вопрос, какой процент производственного времени нашего предприятия качественные изделия (нет потерь в качестве) создаются при максимальной мощности оборудования (нет потерь в скорости) без перерывов (нет потерь на остановки).
Одной из главных задач программ по повышению общей эффективности оборудования (ОЕЕ) и всеобщему уходу за оборудованием (ТРМ) является сокращение и устранение потерь, в данном случае – потерь на остановки, потерь в скорости и потерь в качестве. Для определения источников потерь используют анализ первопричин (root cause analysis) – инструмент, призванный обнаружить основную причину отклонения, дефекта или риска.
В таблице 1 представлены наиболее распространенные источники потерь:
Таблица 1. Потери в OEE и их источники
| Потери ОЕЕ | Источники потерь | Примеры | Примечания |
|---|---|---|---|
| Потери на остановки | Поломки | — Отказ оборудования — Неисправность инструментов — Незапланированное техническое обслуживание |
Черта между Поломками (потери на остановки) и Небольшими остановками (потери в скорости) условна. |
| Простои между этапами производственного цикла | — Настройка/ подгонка оборудования — Перебои в поставке сырья/материалов — Нехватка работников/разрывы между сменами — Время подготовки оборудования к работе |
На снижение этих потерь направлены инструменты по сокращению времени переналадки (SMED). | |
| Потери в скорости | Небольшие остановки | — Мелкие сбои в производственном цикле — Сбои в подаче сырья — Ошибки операторов — Очистка/проверка |
Под небольшими остановками, как правило, понимают остановки длительностью не более 5 минут, которые не требуют вмешательства технического персонала, сбои устраняются операторами |
| Снижение скорости работы | — Износ оборудования — Неэффективные действия оператора — Нагрузка оборудования меньше номинальной мощности |
К этой категории потерь относится все, что не позволяет достичь идеального времени цикла для данного продукта | |
| Потери в качестве | Отказ при запуске/в процессе производства | — Бракованные детали — Необходимость доработки — Повреждение детали/продукта в процессе — Ошибка при сборке |
Отказ при запуске производственного этапа может быть вызван не только проблемами с деталями/продуктов, но и с дефектами/некачественной сборкой/неправильной наладкой самого оборудования |
Несмотря на сравнительную простоту инструмента, с OEE связано множество мифов, которые приводят к неверному пониманию его назначения, и, как следствие, к неэффективному его применению. Рассмотрим самые распространенные из них.
Действительно при среднем уровне OEE в 40-60% показатель 85% является очень хорошим результатом. Но дело в том, что он относится к обрабатывающим цехам со значительным количеством переналадок и объективной невозможностью их сокращения. Другие же компании, остановившись на показателе 85%, рискуют проиграть в конкурентной борьбе. Именно поэтому современные компании ставят целью достижение OEE выше 90%.
Расчет показателя общей эффективности оборудования проводится не для формального учета, OEE – это инструмент решения проблем на производственном участке. Именно от него вы должны отталкиваться при работе над повышением эффективности, но для этого необходимо учитывать и другие факторы:
Важную роль при повышении общей эффективности оборудования играет также автоматизация процесса сбора данных, поскольку она позволяет получать более актуальную и точную информацию и повышает скорость реакции на нее операторов.
Способ расчета OEE не так важен, как результат. Главное, грамотно проанализировать получение данные и всегда задаваться вопросом: почему показатель находится на таком уровне и как можно его повысить?
Несомненно, именно основное производственное оборудование определяет эффективность предприятия, но OEE предполагает системную оценку эффективности, поэтому выявлять и устранять скрытые потери необходимо и в работе неосновного оборудования, поскольку они неизбежно будут влиять и на другие этапы производственного цикла.
Задача руководства – максимизировать пользу от активов компании. Повышение показателя общей эффективности оборудования не делает обязательным наращивание объемов производства. Оно позволит производить те же объемы продукции быстрее и качественнее и повысить гибкость предприятия.
OEE – не единственный инструмент оценки эффективности работы предприятия и не отменяет другие инструменты – к примеру, оценку показателей PCQDSME (производительность, издержки, качество, поставки, безопасность, мотивация, экологичность). Использование совокупности инструментов оказывается гораздо более эффективным, чем выбор одного из них.
Применяя OEE на вашем предприятии, вы должны понимать, что его цель не оценка текущей эффективности «для галочки» или возможность прорекламировать успехи предприятия. OEE – это шаг к устранению потерь, и использоваться этот инструмент должен в связке с более масштабными программами по повышению эффективности работы предприятия. По сути это новый стандарт эффективности работы оборудования, учитывающий современные реалии производственных предприятий.
Текст: Наталья Коношенко
Материал подготовлен на основании данных: