Статья из альманаха «Управление производством».

Автор: Илья Панов, директор по бережливому производству ООО «АЛВИСА»
Ошибки, нарушения, сбои в процессах и отклонения от стандартов могут произойти на любом предприятии. На них работают люди, а человек – создание несовершенное, и ошибки – естественная часть человеческого опыта. Само по себе – это не повод для тревог, компании со стабильными процессами, грамотным менеджментом и надежными стандартами легко «ловят» ошибки на старте или умело минимизируют их последствия. Но дела плохи, когда ошибки (или же проблемы) очень часто повторяются, а с этим ничего не делают. Это серьезный признак того, что работу над ошибками в компании не проводят или же и вовсе не понимают первопричин возникновения проблем, а только занимаются «тушением пожаров». В своей статье я хочу поделиться с вами восьмишаговой моделью решения проблем, основанной на анализе корневых причин (Root Cause Analysis) и цикле PDCA, которая поможет выстроить системную работу по их устранению.
Единственная ошибка – не исправлять своих ошибок
Конфуций
Первое правило для тех, кто не хочет бегать по граблям и совершать одни и те же ошибки снова и снова, – это научиться определять корневые причины проблем, понимать, почему они вообще возникают. Этой теме, но с разбором более сложного 12-тишагового алгоритма я уже посвящал статью – «В поиске корневой причины: 12 шагов к решению «хронических» проблем производства», опубликованную в альманахе «Управление производством» №6/2021. Но сейчас я бы хотел затронуть более простой метод, а именно Метод решения проблем через поиск корневой причины (RCA) на основе восьмишаговой модели PDCA. Итак, восемь шагов по порядку…
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Root Cause Analysis (RCA) – это систематический подход к выявлению и устранению глубинных причин проблем, а не их симптомов. Метод предотвращает повторение дефектов, брака или сбоев, повышая эффективность процессов. RCA часто интегрируется с циклом PDCA (Plan-Do-Check-Act), расширенным до восьми шагов для детального анализа: первые шаги фокусируются на анализе причин, а последующие – на внедрении и контроле. Это позволяет структурировать решение проблем: от планирования до стандартизации улучшений. Давайте разберем их по порядку.
Шаг 1. Определение проблемы.
Первым делом нам нужно провести описание самого факта отклонения от нормы и его влияния на показатели. Например: «На линии сборки 15% брака из-за деформации деталей за последние 3 дня».
Проблема – это разница между текущим и ожидаемым состоянием процесса. Описание отклонения должно быть:
Шаг 2. Сбор данных (Plan – Сбор информации).
Соберите доказательства: документы, фото, опросы, метрики. Создайте хронологию событий. Не затягивайте и действуйте по «горячим» следам. Руководствуйтесь фактами – это обеспечивает объективность и исключает немотивированные предположения.
Для точной формулировки проблемы и описания фактов используйте подход 5W1H (что, где, когда, кто, почему, как). Суть каждого шага такого описания представлена на практическом примере на рисунке 1.
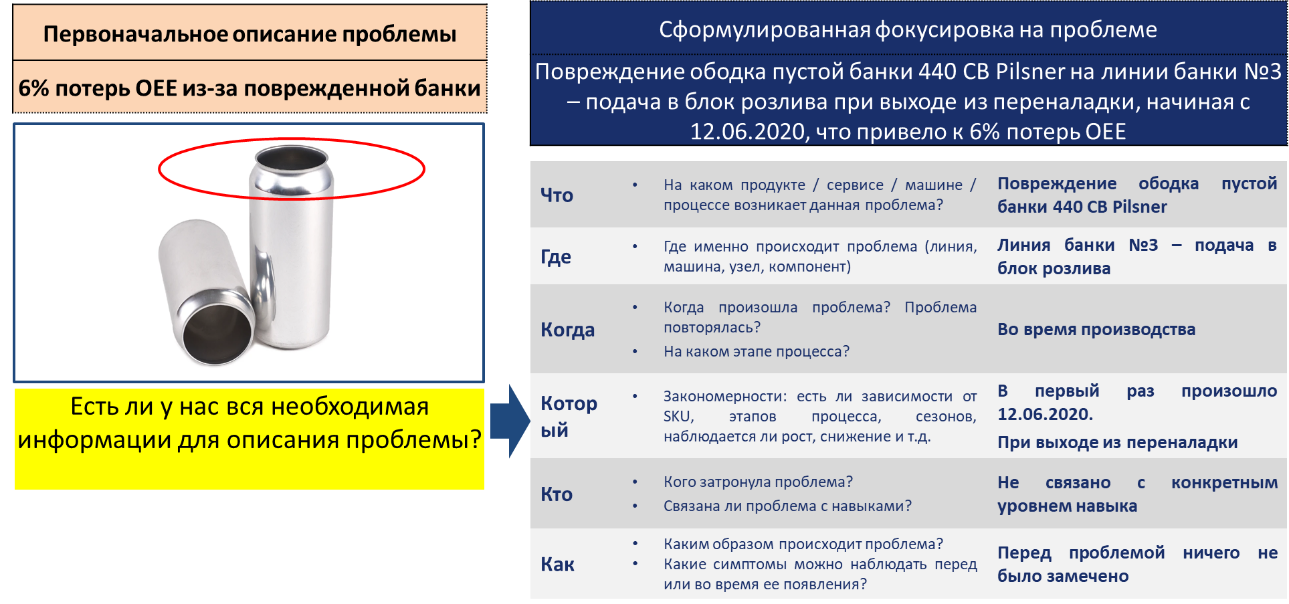
Рис. 1. Описание наблюдаемой проблемы по 5W1H
Для более полного представления процесса и самого события создайте схему процесса. Руководствуйтесь следующими правилами:
Схему не обязательно рисовать, можно ограничиться фотографией. Смысл в том, чтобы команда, проводящая расследование, а затем и любой, кто прочтет отчет, поняли саму проблему. Бывает и так, что уже на шаге описания проблемы получается найти причину и понять ее суть для выработки решений. Именно поэтому описанию нужно уделить так много времени и собрать как можно больше фактов.
Шаг 3. Проверка наличия стандарта.
После того, как мы поняли проблему/отклонение и сфокусировались на них, необходимо понять, есть ли стандарт на данный конкретный процесс, операцию, действие. Алгоритм проверки стандарта представлен на рисунке 2.
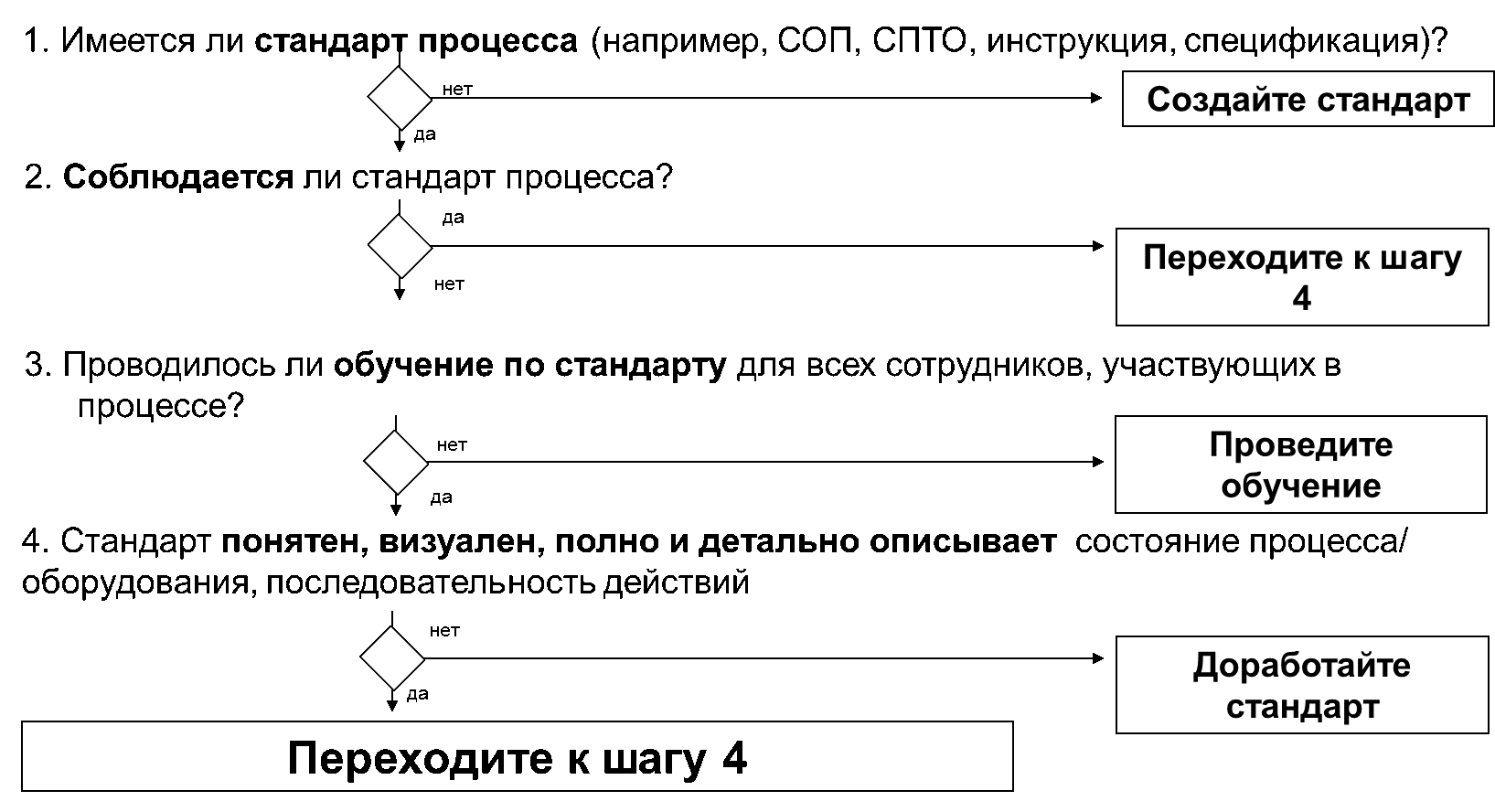
Если на этом шаге мы обнаружили факты отсутствия стандарта или его плохого качества, не соблюдения, то смысла продолжать выполнять следующие шаги нет. Нужно решить вопрос со стандартом и проверить его работоспособность на практике. Возможно, в нем и был корень зла. Вот почему важно стандартизировать операционную деятельность – это один с ключевых методов устранения потерь. А вот если со стандартом все в порядке, то есть смысл продолжать шагать в сторону поиска корневой причины.
Еще стоит упомянуть один важный момент, связанный с оборудованием. Нужно восстановить базовое состояние оборудования/процесса прежде, чем продолжать анализ корневой причины. Вот, например, у нас есть люфт какого-то вала, и опытный сотрудник, зная этот факт, настраивает оборудование особым способом, а другой этого не знает – и у нас происходит отклонение в работе оборудования.
Шаг 4. Анализ потенциальных факторов влияния на отклонения с помощью мозгового штурма.
Факторы влияния на проблему/отклонение определяются с помощью мозгового штурма и формирования причинно-следственной диаграммы Ишикавы. При описании факторов используются логические группы, такие как 4М («Люди, Методы, Материалы, Машины»), 6Р («Продукт, Цена, Продвижение, Позиционирование, Процесс, Люди») и любые другие, которые подходят для данной проблемы (определяются во время «мозгового штурма»). При необходимости, можно включить дополнительные категории, например, производственная среда (условия на рабочем месте, чистота, влажность, шум, свет, температура, эргономика, безопасность и т.д.) или система измерения (инструменты и их калибровка).
Шаг 5. Проведение анализа корневой причины с помощью метода «5 Почему?»
Этот шаг и применяемый в нем метод можно описать стихотворением:
«Не было гвоздя – подкова пропала,
Не было подковы – лошадь захромала,
Лошадь захромала – командир убит,
Конница разбита, армия бежит.
Враг вступает в город, пленных не щадя,
Потому что в кузнице не было гвоздя».
Метод «5 Почему?» – это техника повторяющихся вопросов, которая используется для анализа возможных причин, лежащих в основе конкретной проблемы. Основная цель этой техники – определить первопричину дефекта или проблемы/отклонения. При проведении анализа данной методикой необходимо придерживаться 4 правил метода:
Важное примечание: при проведении анализа необходимо отличать корневую причину от сопутствующего фактора!
Сопутствующий фактор – это любое случайное, но при этом значительное обстоятельство, которое повлияло на то, что проблема в принципе произошла, либо усугубило ее масштаб или частоту. Оно не является единственной причиной возникновения проблемы, а частью общей картины, состоящей из нескольких сложившихся обстоятельств. Суть в том, что проблема может произойти снова, либо все равно рано или поздно произошла бы и без этого сопутствующего фактора.
Пять в названии метода – это число, полученное опытным путем, которого обычно достаточно для решения проблемы. На практике может быть и несколько ответвлений. Практический пример представлен на рисунке 3.

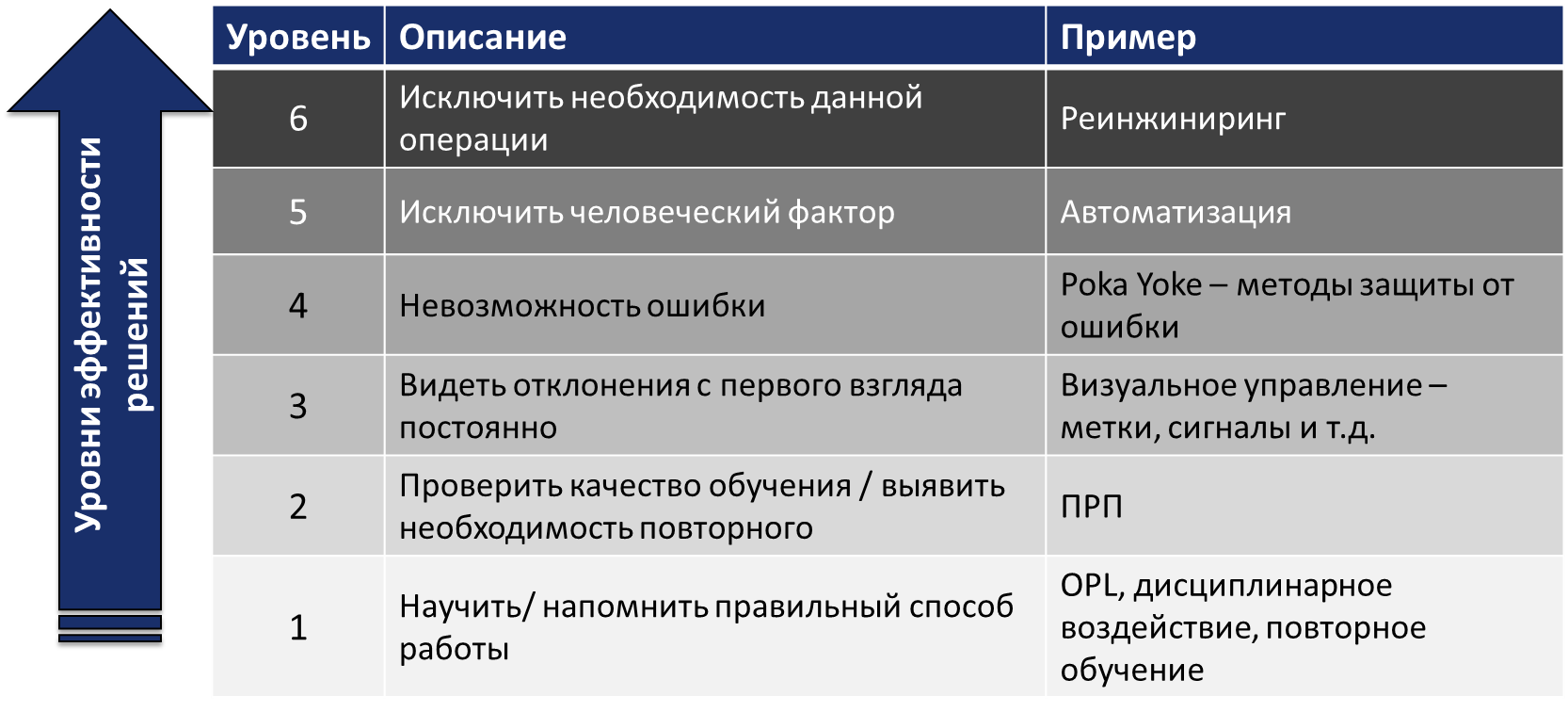
Шаг 6. Планирование и внедрение контрмер.
При разработке контрмер ориентируйтесь на последний ответ «Почему» из проведенного анализа. Действия должны быть логично связаны с причиной. Например: причина – отсутствие навыка, действие – провести обучение. Иерархия эффективности контрмер представлена на рисунке 4. Уровень эффективности оценивается от 1 до 6, где 1 – самый низкий эффект, 6 – самый высокий. Всегда начинаем сверху: задаемся вопросом, можно ли вообще исключить данную операцию, т.к. при устранении операции мы устраняем и саму возможность совершить ошибку.
Шаг 7. Проверка эффективности и результативности внедренных решений.
После внедрения мероприятий необходимо отследить ключевые показатели эффективности по сфокусированной проблеме минимум три раза для того, чтобы убедиться в эффективности проведенного анализа и отсутствии повторного возникновения проблемы. Например, на ежедневных планерках в рамках системы управления результативностью, совещаниях по качеству и т.п. Если мы говорим про оборудование, то современные системы диспетчеризации и учета общей эффективности оборудования фиксируют простои, и можно легко отследить повторное возникновение проблемы.
Шаг 8. Стандартизация и тиражирование решений на аналогичные процессы.
После подтверждения положительного результата составляется отчет о проведении анализа корневой причины, размещается в соответствующей базе данных и происходит информирование всех заинтересованных и вовлеченных лиц.
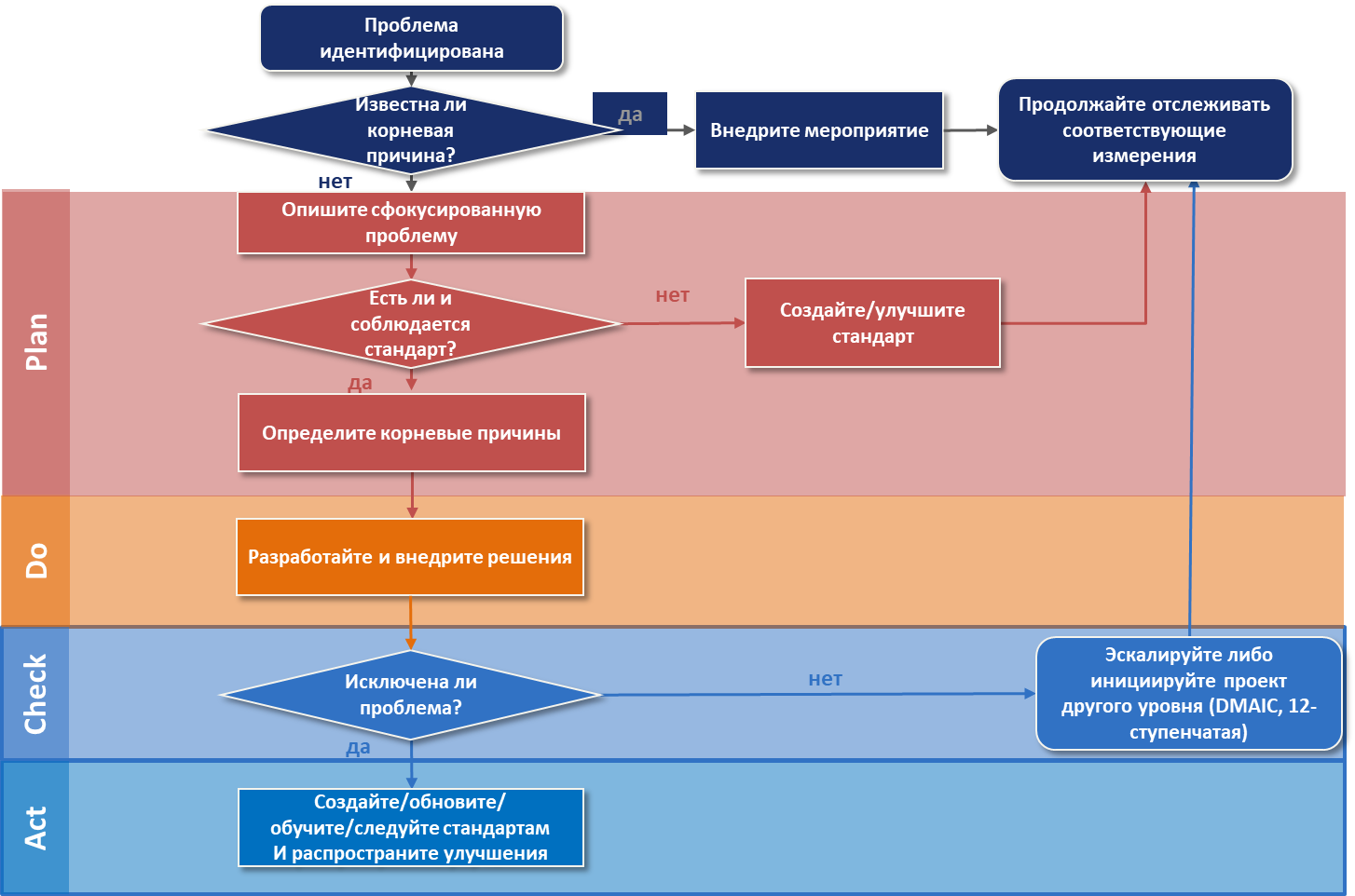
В заключении весь процесс можно представить в виде схемы на одном листе (Рис. 5). Это удобно для использования в качестве точечного урока по процессу (one-point lesson). Следуя этому процессу, мы можем научиться находить истинные причины проблем.
И еще один важный момент: в дополнение к схеме используйте семь правил решения проблем.
7 золотых правил решения проблем:
Используя вышеописанные рекомендации не забывайте про причины, почему люди не используют эту и подобные ей методики поиска корневой причины проблем. Обучение людей и встраивание метода решения на системном уровне помогут преодолеть эти барьеры. Как это работает, я видел на практике. Когда при отклонении в процессе руководитель высокого уровня требует отчет именно в формате PDCA, люди начинают учится и осваивают этот метод. Данный подход, я думаю, применим ко всему. Продолжайте совершенствоваться и убирать грабли с Вашего пути.
С полной версией этой статьи можно ознакомиться в одном из номеров Альманаха «Управление производством».