В начале октября 2013 года группа специалистов ОАО «ПМЗ» в составе управляющего директора Сергея Попова, главного технолога Дмитрия Оконешникова и заместителя начальника сборочно-испытательного комплекса Евгения Трофимова посетила завод по сборке авиационных двигателей фирмы Snecma в городе Villaroche (Франция).
Благодарим отдел информационной политики ОАО «Пермский Моторный Завод» за предоставление данного материала.
Поводом для визита послужило то, что в первом квартале 2014 года цех 151 (СИК) приступает к сборке газогенератора ПД-14 (с двигателя 100-05). Основная идея – «новому двигателю - новые решения!».
Благодаря тому, что поездка была организована с помощью НПО «Сатурн», делового партнера фирмы Snecma по сборке двигателя SaM-146, французские специалисты встретили нас очень тепло, подробно и откровенно делились своими достижениями в области производства передовых авиационных двигателей. И уж поверьте, поделиться им есть чем!
Основная продукция завода – двигатель CFM 56, самый массовый и надежный двигатель современной гражданской авиации, который устанавливается на большую часть самолетов Airbus и Boeing. Всего завод производит 1500 двигателей всех типов в год, среди которых, кроме CFM 56, также GE-90, CF6-80, газогенератор SaM-146 и другие.
Мы познакомились с большим количеством очень интересных технических и организационных решений, внедренных и внедряемых в настоящее время в серийном производстве. Рассказывать можно долго, но в рамках этой публикации хотелось бы остановиться на наиболее ярких впечатлениях.
Для меня как технолога наиболее интересной оказалась тема разработки технологической документации. Дело в том, что обычных бумажных технологий на Snecma почти не осталось! Вся технологическая и маршрутно-сопроводительная документация переведена в электронный вид. В качестве эскизов в переходах технологии используются фотографии. Сборщик имеет планшет, в котором содержатся маршрут сборки, операционные карты и прочая необходимая информация. Факт выполнения перехода он подтверждает электронной подписью, информация через Wi-Fi с планшета сразу попадает на сервер в электронное дело двигателя. Не выполнив предыдущий переход, он не сможет перейти к следующему!
В цехе высочайший уровень автоматизации сборочных работ, применяется электронный инструмент, например, динамометрические ключи. Более того, в настоящее время внедряются уникальные гайковерты со сканером, которые, считав штрих-код, указанный в технологии, автоматически определяют и устанавливают момент затяжки и количество крепежа в конкретном соединении. Далее – факт и правильность затяжки каждого болта, опять же через Wi-Fi, попадают в дело двигателя. При такой технологии контролеры БТК не нужны, да их там и нет.
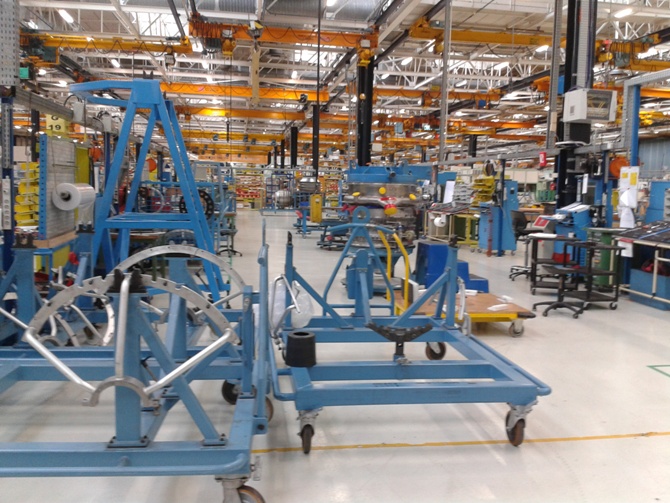
Большое впечатление на нас произвело то, что окончательная сборка двигателя CFM 56 производится на реальном конвейере. Двигатель собирается горизонтально и передвигается между рабочими местами по системе направляющих с роликами под потолком. Он опускается с помощью сервоприводов на рабочее место, где бригада сборщиков в составе 2-3 человек выполняет определенный объем работ с временем такта 6 часов, после чего двигатель перемещается на следующее рабочее место. При этом бригада сопровождает двигатель от начала до конца, то есть переходит вместе с ним по рабочим местам.

Каждый такой микро-сборочный участок оснащен всем необходимым. Инструмент, оснастка и комплектующие детали находятся прямо на рабочем месте, так что сборщику нет необходимости ходить по цеху в ПРОСК или в БИХ в поисках инструмента и деталей. Инструмент находится в закрытых ящиках, которые могут открыть только те, кому положено, причем этот ящик сам автоматически проверяет комплектность инструмента в ячейках после окончания работы. Фантастика!
На заводе отлаженная система складского хозяйства и логистического обеспечения, все комплектующие выдаются на сборку в заранее подготовленных сортовиках, где для каждой детали есть специально отведенное место. Еще один немаловажный фактор организованности и порядка – вся оснастка на участках хранится в специально отведенных местах, выделенных разметкой и даже фотографиями. Более того, в связи с тем, что на разных сборочных линиях собираются разные типы двигателей, вся оснастка для одного двигателя выкрашена в определенный цвет, чтобы не перепутать (синий, оранжевый, желтый, красный, зеленый, фиолетовый и т. д.).
После сборки двигатель подвергается одноразовым испытаниям, цикл которых от выхода из цеха сборки до возврата обратно на окончательный контроль и упаковку – всего 8 часов! При этом испытание одного двигателя ведет бригада, состоящая всего из двух человек, которые не только крутят «ручки» на стенде, но еще и устраняют в случае необходимости возникающие на стенде дефекты двигателя. Общая численность цеха испытаний серийных двигателей, состоящего из трех стендов, – 15 человек!
После испытаний каждый двигатель поступает на окончательный контроль, где 2 робота производят 250 фотографий, которые потом по фрагментам сравниваются компьютером с эталонными фотографиями. Обнаруженные отклонения выводятся в виде отчета, по результатам которого сборщик производит их устранение.
Теперь поговорим об организационной стороне дела. Важнейшим фактором успеха фирмы является то, что законы бережливого производства пронизали все без исключения сферы деятельности предприятия. Каждый, абсолютно каждый сотрудник вовлечен в процесс непрерывного совершенствования, и работа эта ведется не формально, как зачастую происходит у нас. Деятельность по улучшениям организована на основе проектного управления, в проектах этих участвуют рядовые сотрудники подразделений, причем делают они это без отрыва от основной работы и даже без какого бы то ни было дополнительного вознаграждения! Добиться успеха в работе, улучшить свои показатели – для них это дело чести, подтверждение своего высокого профессионализма. Они живут и работают под девизом «Быть номером 1» («Be № 1»). Результат, как говорится, не заставляет себя ждать.
Любая деятельность предприятия, не относящаяся непосредственно к производству авиационных двигателей, отдана на аутсорсинг. Обслуживанием и ремонтом оборудования, изготовлением оснастки, уборкой территории, обслуживанием столовых и даже погрузочно-разгрузочными работами занимаются сторонние организации. На заводе говорят: «Наше дело – собирать двигатели, в этом мы профессионалы, а траву пусть подстригают профессионалы в своем деле». Так дешевле, в конечном счете. И вообще, все направлено на исключение непроизводительных затрат – хоть в области качества, хоть в сфере обслуживания. Потому и бизнес является успешным и прибыльным.
В заключение хочется сказать, что поездка была крайне интересной и познавательной. Мы, конечно, сегодня здорово отстаем, но дорогу осилит идущий! Сейчас сборочно-испытательный комплекс готовит план мероприятий, в котором мы постараемся при создании участка сборки ПД-14 учесть опыт фирмы Snecma в части организации рабочих мест и, главное, начнем работы по освоению выпуска технологической документации в электронном виде в среде Teamcenter. Нас ждет интересная работа!
Дмитрий Оконешников, главный технолог ОАО «ПМЗ»