Статья из архива журнала «Управление производством.

АО «Новомет-Пермь» уже несколько лет занимается внедрением производственной системы. Начав с сокращения потерь и упорядочения рабочих мест, специалисты компании перешли к решению более масштабных задач, в числе которых построение четкой логистической цепочки поставок между участками и формирование вытягивающей производственной системы. О внедрении системы канбан и вытягивающей системы рассказывает Вероника Юрьевна Корнилкова, инженер по бизнес-процессам Отдела развития производственной системы АО «Новомет-Пермь».
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Справка о компании: Группа компаний «Новомет» является одним из крупнейших в России производителей нефтепогружного оборудования. Компанией предоставляется полный спектр услуг от разработки до установки готового изделия в скважину и дальнейшего его обслуживания. Оборудование характеризуется широкой линейкой типоразмеров ступеней, нацеленностью на инновации; производимые установки использованы в осложненных условиях эксплуатации. В компании организованы металлургическое и механическое производства, сборочные производства полнокомплектного погружного оборудования, систем поддержания пластового давления, нестандартного технологического оборудования и электропривода. В последние годы компания придерживается стратегии, направленной на создание и серийное производство оборудования для осложненных условий эксплуатации: полнокомплектных погружных установок, систем для поддержания пластового давления в наземном горизонтальном и шурфовом исполнениях и др.
Целью любой организации является получение постоянной прибыли, увеличение финансовой стабильности предприятия. Согласно известной формуле: Прибыль = Цена – Издержки. Для достижения этой цели предприятию необходимо постоянно работать над сокращением своих издержек, и способствует тому концепция бережливого производства, позволяющая достичь финансовой стабильности предприятии путем вовлечения сотрудников в процесс непрерывного совершенствования, построения особой корпоративной культуры и исключения 8 потерь организации, которые непосредственно влияют на размер издержек.
Наше предприятие начало осваивать философию и инструменты Бережливого производства около 7 лет назад. Первоначальные проекты были связаны с совершенствованием производственных процессов и сокращением таких потерь, как лишние действия, лишняя транспортировка, ожидания, брак. Для этого были использованы такие инструменты, как 5С, ТРМ, быстрая переналадка, методы статистики; проводились фотографии рабочего дня. Параллельно мы делали упор на вовлечение сотрудников в процесс развития и поддержания системы.
Проводимые мероприятия позволили ускорить процесс прохождения заготовки на отдельных участках, но отсутствие согласованности в работе между ними влекло за собой перепроизводство продукции, а как следствие и излишние запасы. Решением данной проблемы является построение четкой логистической цепочки поставок между участками. Нами в качестве управляющей системы была выбрана система вытягивания с применением канбан-карточек, которые служат визуальным сигналом управления. Они просты и понятны в использовании, как для руководящего состава, так и для работников участка.
Одним из таких проектов по построению вытягивающей системы между двумя подразделениями был проект между цехом 10 и участком 25. Цех 10 является сборочным производством электродвигателей и в цепочке поставок находится после участка 25. Участок 25 – участок автоматизированной штамповки, производит комплектующие для сборки двигателей: пакеты ротора и листы статора.
При совершенствовании логистической системы на предприятии необходимо обращать внимание на несколько составляющих:
До начала проекта нередко случались проблемы, связанные с перебоем в поставке комплектующих по некоторым позициям для цеха 10, что вызывало его простои. Но при этом на участках сборки цеха 10 и зоны отгрузки участка 25 отмечался серьезный переизбыток деталей, не требующихся для сборки. Процесс-поставщик толкал произведенные детали своему потребителю, не обращая внимания на текущую потребность, при этом на сборочных участках невозможно было развернуться. В таких условиях эффективность проектов по совершенствованию процессов, проводимых внутри подразделений, была крайне низкой: они не давали значительного результата. Данная система работы соответствовала традиционному подходу производства, который носит название системы выталкивания.
Наиболее эффективным способом организации производства и поставок материала на линии является система вытягивания, что и являлось целью нашего проекта. При старте проекта были определены основные направления работы:
Для решения проблемы простоев по причине отсутствия комплектующих цех 10 прибегал к помощи сторонних поставщиков, что позволяло перекрывать имеющуюся потребность. При условии успешной реализации проекта исчезала потребность во внешних поставках, участок 25 в полной мере сможет обеспечивать процесс-потребитель всем необходимым.
Для того чтобы обеспечить вытягивающую систему между цехом 10 и участком 25, необходимо придерживаться правил:
Карточка канбан является информационным сигналом в данном случае и способствует выполнению вышеуказанных правил.
Без соблюдения установленных правил ход производства может быть нарушен, что повлечет за собой перепроизводство продукции. Данные правила были ретранслированы для каждого рабочего, задействованного в процессе: транспортных рабочих, специалистов ПРБ, мастеров, слесарей сборочных участков. Ключевым моментом для функционирования системы является именно вовлечение сотрудников. Каждый из них должен понимать свои функции и действия, требуемые для обеспечения системы вытягивания.
Первым шагом для построения системы было определение места под супермаркет готовой продукции. Исходя из имеющихся площадей и удобства управления, было решено расположить супермаркет на участке 25.
На втором шаге был определен перечень изделий для супермаркета. Изделия, попадающие под управление системы, должны обладать постоянным спросом. При большой номенклатуре изделий для определения перечня необходимо воспользоваться анализом 80 на 20. В нашем случае мы остановились на всей номенклатуре, так как она насчитывает 10 позиций и спрос на них относительно стабилен, см. таблица 1.
| Правило 80–20 используют для структуризации запасов, т. е. для выделения из всей номенклатуры запасов тех, оптимизация которых должна быть проведена в первую очередь: на 20 % запасов приходится примерно 80 % их стоимости или динамики продаж, а на 80 % запасов – 20 % стоимости или объемов продаж. |
Таблица 1. Перечень изделий для супермаркета.
| Изделие | Остатки по складам, шт. | Вместимость тары, шт. | Запас в карточках, шт. |
|---|---|---|---|
| 183.001.0173_Лист статора | 687 793,00 | 70 000 | 10 |
| 182.001.0173_Лист статора | 489 434,00 | 82 000 | 6 |
| 184.001.0173_Лист статора | 403 204,00 | 40 000 | 11 |
| 191.001.0173_Лист статора | 468 441,00 | 208 000 | 3 |
| 181.001.0173_Лист статора | 140 747,00 | 70 000 | 3 |
| 193.001.0173_Лист статора | 967 135,00 | 98 000 | 10 |
| 182.001.0130_Пакет ротора | 408,00 | 165 | 3 |
| 184.001.0130_ Пакет ротора | 64,00 | 165 | 1 |
| 183.001.0130_ Пакет ротора | 3 537,00 | 165 | 22 |
| 181.001.0130_ Пакет ротора | 101,00 | 165 | 1 |
| ИТОГО | 3 169 864,00 | 70,00 |
Для того чтобы отслеживать изменение уровня канбан супермаркета, на начало проекта были установлены остатки по каждому изделию, переведенные в карточки канбан, определена кратность тары. Установленное количество деталей в таре является обязательным для соблюдения. Лучше изготавливать тару с наименьшим количеством деталей в ней, но при этом необходимо организовать достаточно частые поставки. При этом скорость оборачивания запасов увеличивается.
Следующим этапом было определение целевого значения по каждому изделию – так называемый максимально допустимый уровень запасов. С точки зрения бережливого производства запасы являются одним из видов потерь, но если они принимают управляемый вид, а излишки исключаются, то потери преобразуется в преимущество.
Как уже сказано выше, наша система работает по принципам вытягивания с применением сигнальных карточек канбан. Данные карточки являются не только сигналом к пополнению супермаркета, но и являются мерой измерения запасов. Для каждой тары (ящика) прикрепляется своя карточка. Количество ящиков по каждому изделию равно количеству карточек канбан и соответствует максимальному допустимому уровню запасов.
Для расчета уровня запасов используется следующая формула:
N = a x P / T,
Где
N – количество карточек канбан (шт.),
а – ежедневно потребляемое количество деталей (рассчитывается исходя из спроса за последние три месяца) (шт.),
Р – производственный цикл поставляемых деталей. В него входит не только время, затрачиваемое на производство, но и время на задержки в производстве (переточка штампа, задержки с комплектующими деталями), транспортировку, переналадку (сутки).
Т - объем тары, (шт).
По результатам подсчетов по каждому изделию были получены следующие целевые значения (таблица 2).
Таблица 2. Расчет уровня запасов по каждому изделию
| Изделие | ЦЕЛЬ конец 2014 | Перспективная Цель исходя из спроса |
|---|---|---|
| 181.001.0130_Пакет ротора | 1 | 1 |
| 181.001.0173_Лист статора | 1 | 1 |
| 182.001.0130_Пакет ротора | 2 | 1 |
| 182.001.0173_Лист статора | 2 | 1 |
| 183.001.0130_Пакет ротора | 8 | 3 |
| 183.001.0173_Лист статора | 13 | 4 |
| 184.001.0130_Пакет ротора | 1 | 1 |
| 184.001.0173_Лист статора | 3 | 1 |
| 191.001.0173_Лист статора | 1 | 1 |
| 193.001.0173_Лист статора | 4 | 1 |
| 36 | 15 |
Для управления вытягивающей системы определено три вида карточек: карточки производства (управление на участке 25), карточки отбора (управление в цехе 10), карточки контроля (контроль для специалистов ПРБ), см. рис 1.
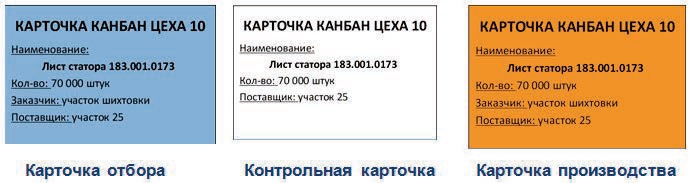
Рис. 1. Типы карточек, применяемые на производстве.
В каждой карточке необходима информация о названии изделия, количестве, наименовании участка-потребителя. Нами была определена схема функционирования вытягивающей системы между подразделениями (рис. 2).
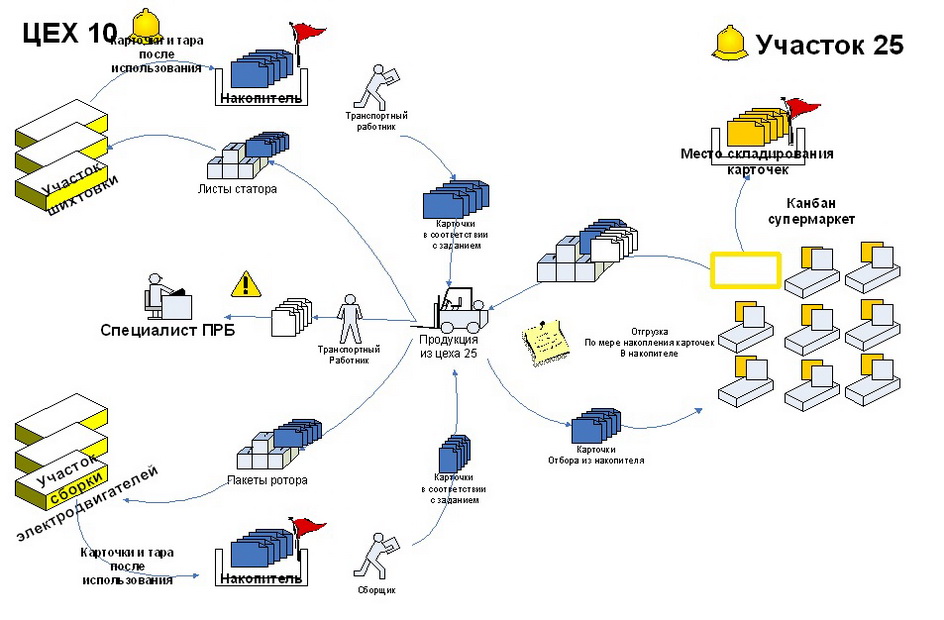
Рис. 2. Схема функционирования вытягивающей системы между подразделениями.
В цехе 10 установлен максимально допустимый запас по каждому изделию равный двум ящикам, выделена специальная зона. На каждом ящике имеется кармашек для карточек. При поступлении продукции в цех в кармашке размещается карточка отбора и контрольная карточка (фото 1а). Контрольная карточка передается специалисту ПРБ для документального учета, в кармашке остается карточка отбора. Карточка отбора не может быть изъята, пока все детали из ящика не будут израсходованы. После того как ящик опустел, карточка отбора поступает в специальный накопитель.

Фото 2 а, б. Размещение карточек на участке потребителя
Ежесменно транспортный рабочий цеха 10 совершает обход накопителей (фото 1б). Наличие карточки в накопителе является сигналом к пополнению деталей на участках. При наличии карточки транспортный рабочий забирает ее и едет на участок 25. В зоне канбан супермаркета участка 25 выбирает детали в соответствии с информацией, имеющейся на карточке, сверяет данные карточки отбора из цеха 10 с карточкой производства участка 25 и карточкой контроля, расположенными в кармане ящика (см. фото 2а, б). Если противоречий нет, то он размещает карточку производства в накопитель, расположенный рядом с зоной канбан супермаркета, и перемещает ящик с деталями, карточкой отбора и контрольной карточкой в цех 10. После этого действия повторяются.
В 9:30 каждой рабочей смены специалист ПРБ участка 25 проверяет наличие карточек производства в накопителе рядом с зоной канбан супермаркета, забирает карточки и оформляет необходимые документы на указанные в карточках детали. Документы он относит специалисту ПРБ цеха 10. Данные в документах должны совпадать с данными карточек контроля, передаваемых специалисту ПРБ цеха 10 при поступлении деталей. При отсутствии отклонений он оставляет документы и забирает контрольные карточки. Карточки производства он размещает на стенд очередности выполнения заданий участка 25, а контрольные карточки помещает в ящики при проведении выпуска изделий и сверки остатков продукции.

Фото 3а, б. Размещение карточек на участке поставщика
Важно, что в одном ящике не может одновременно располагаться несколько карточек одного типа. Также нельзя допускать одновременного расположения карточек производства и отбора в одном ящике.
Стенд очередности выполнения заданий участка 25 (см. фото 3) определяет приоритеты изготовления продукции и содержит три зоны: зеленую – необходимости в изготовлении нет, желтую – изготовление необходимо, красную – срочно требуется пополнение супермаркета. При составлении плана на смену в первую очередь ставят детали, карточки производства которых попали в красную зону, далее – в желтую, и в последнюю очередь – в зеленую.

Фото 4. Стенд очередности выполнения заданий участка 25.
После проведения всех подготовительных работ, включая обучение сотрудников, – повторюсь, этот этап является очень важным при становлении системы, – мы перешли к этапу отработки на практике.
В течение первых двух месяцев проводился жесткий контроль за функционированием системы, еженедельно собиралась проектная группа по рассмотрению имеющихся проблем, был разработан регламент описывающий работу систему. Согласно установленному регламенту пересмотр уровня канбан супермаркета производится каждые три месяца, но мониторинг изменения мы проводим ежемесячно, чтобы быть готовым вовремя отреагировать на возможные отклонения.
За период с начала проекта до настоящего момента, то есть за 8 месяцев, удалось сократить уровень запасов до целевого значения.
Для достижения поставленной задачи проводились мероприятия:
Построение вытягивающей системы не закончено, перед нами стоят важные задачи, которые позволят сократить уровень канбан и в дальнейшем:
Эти и другие мероприятия позволят совершенствовать наши процессы и в дальнейшем.
Текст: Вероника Корнилкова, инженер по бизнес-процессам Отдела развития производственной системы АО «Новомет-Пермь». Изображение: Новомет













