Турецкие промышленники, подобно российским, бережливым производством заинтересовались сравнительно недавно, и перед ними сегодня стоят те же самые вопросы: как наладить системное внедрение и не свести его к освоению отдельных инструментов? На какие параметры обратить внимание при подведении итогов? Этому вопросу и было посвящено исследование, проведенное среди промышленных предприятий Турции.
Перевод – Влада Соболева, портал «Управление производством»
Оригинал статьи: A Field Study on Measuring the Lean Maturity Level in Manufacturing Tirms in Turkey, Sule Itir Satoğlu, M. Bulent Durmusoğlu, Istanbul Technical University, Faculty of Management Industrial Engineering Department
В исследовании, призванном оценить уровень развитости бережливого производства в Турции, приняли участие 17 крупных промышленных предприятий. Оно не ограничилось анкетированием участников, исследователи лично посетили производственные цеха, чтобы оценить объективность представленных предприятиями данных и, путем их обобщения, обеспечить наиболее точные выводы.
Анкета включала три типа вопросов:
Исследование было разделено на две части. Первая специализировалась на управлении производством, вторая касалась стратегического управления. Темы, рассматривавшиеся в каждой из частей, перечислены в Таблице 1.
Таблица 1. Темы исследования.
|
Управление производством |
Стратегическое управление |
|
Устранение потерь |
Командная работа |
|
Вытягивающая/гибридная система управления производством |
Усовершенствование основных компетенций и бенчмаркинг |
|
Составление планов и графиков производства |
Информационные системы |
|
Сокращение времени настройки оборудования |
Хронометраж |
|
Система организации и рационализации рабочего места (5S) |
Обеспечение качества |
|
Сокращение объема текущей работы и материально-производственных запасов |
Измерение эффективности |
|
Механизмы с защитой от ошибок (пока-йокэ) |
Разработка новых продуктов и услуг |
|
Визуальный контроль |
Использование нужных знаний и людей |
|
Производство по ячейкам |
Гибкость |
|
Гибкость сотрудников |
Способность к переменам |
|
Общее производственное обслуживание (TPM) |
Поддержка руководства при внедрении бережливого производства |
|
Управление по связям с поставщиками |
|
Эта подборка была составлена на основе имеющегося производственного опыта и компонентов, наиболее часто упоминавшихся в литературе.
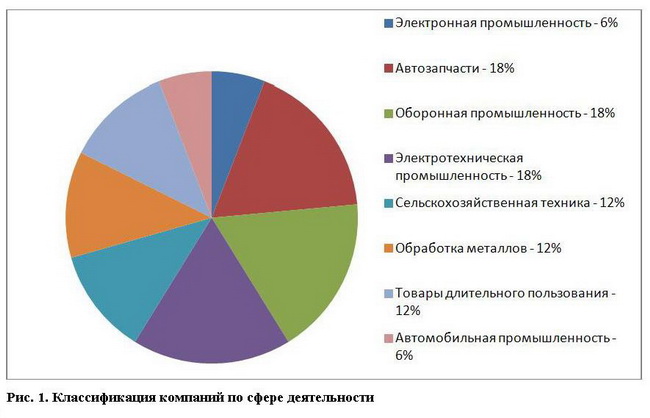
Участие в исследовании принимали представители 17 компаний. Поскольку перед исследователями не стояла задача изучить конкретный сегмент рынка, были включены представители разных отраслей. Компании, задействованные в секторе оборонной и электротехнической промышленности, а также в сфере производства автозапчастей занимают в опросе равные доли по 18%, а все вместе представляют более половины опрошенных. Компании, занимающиеся обработкой металла и производством сельскохозяйственной техники и товаров длительного пользования, также имеют равные доли – по 12%. На электронную промышленность и автопром приходится по 6% (см. Рис. 1).
Участников исследования попросили указать применяемые на их предприятии техники бережливого производства. На выбор были предоставлены 18 вариантов. Наиболее часто используемой техникой оказался визуальный контроль, на который указали 13 респондентов.
Согласно опросу, все предприятия-участники ответственно подходят к проблеме потерь и прикладывают массу усилий для их устранения. На второе место по частоте применения вышли 5S, стандартизация, техники решения проблем (диаграмма причинно-следственных связей «рыбья кость», мозговой штурм и др.). Работа с поставщиками и внедрение вытягивающей/гибридной системы управления производством являются наименее используемыми техниками, их отметили лишь 6 респондентов. Количество участников опроса, отдавших предпочтение определенной технике бережливого производства, указано в табл. 2.
Таблица 2. Распространенность инструментов бережливого производства.
|
Инструменты бережливого производства |
Количество компаний |
|
Визуальный контроль |
13 |
|
Система организации рабочего места |
12 |
|
Стандартные рабочие процедуры |
12 |
|
Техники решения проблем |
12 |
|
Развитие гибкости сотрудников |
11 |
|
Команды по решению проблем |
11 |
|
Командная работа |
11 |
|
Производство по ячейкам |
10 |
|
Сокращение времени настроек |
10 |
|
Кайдзен, непрерывный процесс улучшений |
10 |
|
Механизмы предотвращения ошибок |
9 |
|
Общее производственное обслуживание (TPM) |
9 |
|
Мелкосерийное производство |
8 |
|
Сокращение объемов незавершенного производства |
8 |
|
Сокращение числа поставщиков |
8 |
|
Системы контроля производства |
6 |
|
Работа с поставщиками |
6 |
Несмотря на то, что все указанные техники нашли практическое применение, некоторые компании в настоящий момент находятся на начальной стадии, снизив темпы их внедрения или вовсе отказавшись продолжать. Для выяснения этого вопроса, респондентов попросили назвать продолжительность использования техник бережливого производства. Как оказалось, инструменты применяются на указанных предприятиях не дольше пяти лет. Таковых оказалось 59%, причем пять лет – самый высокий показатель. Минимальный «возраст» систем бережливого производства 1-2 года.
Период внедрения бережливого производства:
1-2 года – 18% компаний;
3-5 лет – 23% компаний;
Более 5 лет – 59% компаний.
Для определения зрелости производственных систем предприятий было решено оценить степень освоенности ее ключевых инструментов.
Устранение потерь. Согласно результатам исследования, 71% предприятий-участников полностью или частично внедрили систему устранения потерь, в результате чего процент всех видов снизился на 50% и более (4 и 5 уровень по шкале от 1 до 5). Тем не менее, 12% компаний находятся на 2 уровне; это означает, что теоретические тренинги по устранению потерь проводились, но никаких практических мер предпринято не было. В целом, впечатление о программах устранения потерь сложилось позитивное. Для турецких предприятий характерен сознательный подход к этой проблеме, ей уделяется значительное внимание, многие из них уже предприняли реальные шаги по устранению потерь, хотя в этом направлении еще предстоит немало работы.
Респондентам был также задан вопрос относительно частоты образования потерь в ходе производства. Типичным источником потерь является производство сверх требований конечного потребителя. 38% участников исследования отметили, что потери, связанные с транспортировкой, находятся на среднем уровне, хотя одна из компаний отметила, что для них транспортные расходы представляют серьезную проблему. Остальные респонденты заявили, что у них показатель этого вида потерь настолько низок, что не влечет за собой серьезного негативного влияния. 93% компаний объявили об успешной борьбе с потерями, происходящими из-за возникновения дефектов продукции. Однако последующие ответы на наводящие вопросы привели к выводу, что на самом деле компании не смогли достигнуть уровня, на который претендуют. То, что результаты наблюдений в производственных цехах отличаются от предоставленных ответов, позволяет считать ответы на данный вопрос анкеты, необъективными.
Система канбан, одна из ключевых составляющих вытягивающей системы производства, применяется на 35% предприятий-участников – это следует из результатов анкетирования. Такой результат указывает на то, что вытягивающая и гибридная системы не слишком распространены в Турции. Для сравнения: среди компаний, изученных в ходе исследования Р. Паниццоло (Италия) о внедрении вытягивающей системы заявили 92,5% респондентов, что доказывает существование серьезных различий между компаниями Италии и Турции относительно систем производства. В ходе интервью руководители опрошенных турецких компаний выразили свою обеспокоенность сложностями внедрения этой системы. Причиной сложившейся ситуации может быть недостаточное знание о различных путях организации вытягивающего производства и преимуществах системы канбан.
В исследования был включен вопрос о соотношениях продукции, созданной с использованием системы канбан. Наибольшее распространение получил ответ 2 к 5, что означает, что лишь 11-25% всей продукции производится с использованием системы канбан и вытягивающего производства. Тем не менее, от внедрения вытягивающего производства, несмотря на его сложности, трудно уйти. Если предприятие хочет поставлять продукцию точно в срок и снизить загруженность своих складов, ему придется внедрять вытягивающую или гибридную систему производства.
Были изучены и типы применяемой системы канбан. О ее применении заявили всего 6 предприятий. Здесь используются карточный канбан (одна или две карточки), сигнальный канбан и стандартизированные контейнеры. При этом в ходе исследования не была выделена система CONWIP, хотя при предложении ее исследованным компаниям, весть вероятность, что ей будет отдаваться предпочтение.
Респондентам, которые сообщили, что не применяют систему канбан, был задан вопрос о том, предпринимались ли попытки внедрения и что послужило причиной отказа от этой идеи. Представители двух компаний ответили, что причиной прекращения внедрения системы канбан стали непредвиденные обстоятельства на рынке. Остальные же посчитали, что эта система бесполезна для фабрики.
Точно в срок. Об использовании этой логистической системы заявили 82% предприятий. В случае с остальными компаниями, имеет место отсроченная доставка. Впрочем нельзя упускать из внимания не очень благоприятную экономическую ситуацию, сложившуюся в Турции, поэтому авторы исследования допускают, что ситуация может измениться с возрастанием спроса.
В числе вопросов, заданных респондентам, имелся и вопрос о производственном планировании и составлении рабочего графика. Самой распространенной характеристикой стало соотношение 3,88 к 5; это означает, что сотрудников ежедневно назначают на определенные ячейки/линии. Эта система составления графика проста, она позволяет снизить процент опозданий при доставке. Контроль производства при вытягивающей системе не требует сложной системы составления графика. Этот устоявшийся факт нашел свое отражение и в результатах опроса. При составлении графика 65% компаний вынуждены использовать специальное программное обеспечение, действующее в соответствии с системой выталкивания. Авторы исследования также заметили, что компании сохраняют на складе некоторый буферный запас сырья, деталей и готовой продукции, чтобы гарантировать обеспечение доставки «точно в срок». Но это не является решением проблемы. Компаниям предстоит усовершенствовать свои системы планирования и составления графиков, чтобы оперативно реагировать на запрос клиента и сохранять на складе минимальные запасы.
Быстрая переналадка. Согласно результатам опроса, показатели сокращения времени настройки оборудования свелись к среднему значению – 3,5. Это означает, что на предприятиях стартовала программа по сокращению времени переналадки, переводу внутренних настроек во внешние (чтобы производить переналадку без остановки оборудования), и это принесло свои плоды – на некоторых станках сокращение времени переналадки составило до 10 минут. Исследователям удалось установить, что 53% компаний упростили работу с настройками и смогли добиться быстрой переналадки оборудования. Согласно выводам из исследования М.Б. Дармазоглу, практически 60% турецких предприятий, среди которых присутствуют и предприятия, включенные и в настоящее исследование, производят в каждой ячейке лишь несколько видов продукции, что облегчает внедрение быстрой переналадки. С другой стороны, эти участки обладают достаточно низкой производственной гибкостью. Целью данных предприятий должно стать обеспечение быстрой переналадки в сочетании с производственной универсальностью ячеек.
Особое внимание исследователи уделили существующей на предприятиях системе организации и рационализации рабочего места 5S, с которой многие компании и начинают внедрение бережливого производства. 71% компаний заявили, что полностью или частично ввели 5S на производстве. Иными словами, провели классификацию нужных и ненужных запчастей и инструментов, утилизировали ненужные, перераспределили средства для упрощения их использования, осуществили работы по очистке и уборке. Но для сравнения в Италии этот показатель составил 92,5%, что выше, чем у любого из включенных в исследование предприятий Турции.
Сокращение объема незавершенного производства. Еще одним параметром, по которому можно оценить зрелость системы бережливого производства, являются успехи в сокращении объема работы, находящейся в процессе выполнения в единицу времени. 71% компаний сократил объем незавершенного производства примерно на половину и больше по сравнению с периодом, когда внедрение бережливого производства еще не было начато. Остальные компании планируют уменьшить объем незавершенного производства за счет упрощения рабочего процесса и использования системы вытягивания/гибридной системы для контроля производства.
На вопрос о том, как долго готовая продукция хранится на складе, дали ответ 13 предприятий. Средний показатель составил 6,35 дней при высокой вероятности отклонений от стандарта до 11,56 дней. У разных предприятий этот показатель может существенно отличаться. Например, два участника исследования отводят на хранение готовых товаров 30 дней. Три компании, занимающиеся производством автомобильных запчастей, назвали срок 19 часов. Если ссылаться на исследование, проведенное Н. Оливером, среди представителей европейского рынка автозапчастей, самый короткий срок хранения готовой продукции (10,7 часов) отмечен у японских компаний. Из полученных данных можно сделать вывод, что турецкие компании все еще заметно отстают по этому показателю от японских конкурентов, поэтому им следует уделить большее внимание поиску путей сокращения срока хранения продукции на складе. Кроме того, хотелось бы отметить, что и представители других сфер рынка, помимо производителей автозапчастей, активизируют усилия в этом направлении, что является важным признаком зрелости производственной системы.
Помимо рассмотрения инструментов бережливого производства, было проведено исследование процентного соотношения деталей и материалов, закупаемых у зарубежных производителей. Средний показатель товаров, закупаемых за рубежом опрошенными предприятиями, сводится к 59%; остальная часть приходится на долю турецких производителей. Дополнительно было изучено соотношение оплаты национальным и иностранным поставщикам в общем объеме выплат. Общий показатель для зарубежных поставщиков составил 69%. Из полученных данных можно сделать вывод, что участвовавшие в исследовании предприятия-производители серьезно зависят от поставок деталей и материалов из-за рубежа: хотя иностранные поставщики предоставляют 59% товара, им отходит 69% выплат. К таким же выводам пришел в своем исследовании и А. Сатир: турецкая промышленность в целом зависит от иностранных поставщиков. Это имеет и оборотную сторону: несмотря на высокий уровень качества зарубежных материалов и комплектующих, турецкие поставщики аналогичных товаров не могут развиваться, поскольку ключевые игроки рынка продолжают закупки у иностранных компаний.
Работа с поставщиками. Этот пункт напрямую связан с предыдущим: без грамотной работы с поставщиками, без предъявления к ним не менее строгих требований, чем к себе, напрямую зависит качество продукции. Согласно полученным данным, около 8% доставок от поставщиков приходят предприятиям с опозданием; в сфере производства автозапчастей этот показатель несколько ниже – на уровне 5%. Если сравнить предприятия, производящие автозапчасти в Турции, с компаниями, чья деятельность освещалась в рамках исследования европейского рынка автозапчастей, можно отметить, что процент опозданий у первых ниже, чем у компаний Великобритании и Италии. Однако в этом отношении турецкие компании все же отстают от конкурентов из Японии, которым доставка с опозданием приходит лишь в 2,6% случаев. Иными словами, в работе с поставщиками турецким производителям еще есть куда стремиться.
Частота возникновения дефектов. В ходе исследования предприятиям-участникам была адресована просьба оценить собственный уровень дефектов продукции в исчислении в частях на миллион. Среди производителей автозапчастей средний показатель составил 400 частей на миллион – ниже европейского, который достиг 800 частей на миллион, однако выше японского, который сводится к 200 частям на миллион.
В связи с этим возник вопрос и о методах защиты от возникновения ошибок. По словам опрошенных, механизмы «пока-йоке» нашли широкое применение в различных процессах, не давая изделиям с дефектами проходить на следующий уровень. Механизмы с защитой от ошибок частично или полностью внедрены на 65% предприятий. 18% предприятий сообщили, что этот инструмент используется только в критически важных процессах и не слишком широко распространен. 2 фирмы ответили, что используют лишь несколько механизмов или вообще отказываются от них. Очевидно, что при большем распространении «пока-йоке» будет достигнут более высокий показатель качества продукции.
Визуальный контроль. В качестве методов визуального контроля среди опрошенных компаний используются обновление визуальных плат и применение ряда визуальных инструментов для предупреждения рабочих в случае возникновения проблемы. 65% (11 предприятий) объявили о полном или частичном внедрении визуального контроля в производственной зоне. Две компании (12%) отметили, что используют малое количество инструментов визуального контроля или не используют их вообще. Остальные респонденты ответили, что начинают активно внедрять инструменты визуального контроля. Такое расхождение свидетельствует о том, что вся важность визуального контроля в настоящий момент до конца не осознана в полной мере.
Еще одним важным признаком серьезного внедрения бережливого производства является создание производственных ячеек. Согласно полученным данным, ячейки создаются на отдельных производствах, но широкого распространения так пока и не получили. Три компании сообщили, что расположили оборудование в соответствии с типами продукции, но организация полноценных ячеек проведена не была.
Также объектом изучения исследователей стала способность сотрудников к гибкости, в основном, понимаемая как способность обучаться и кроссфункциональность. 47% предприятий заявили, что все их сотрудники способны управлять любым оборудованием внутри ячейки. 35% предприятий сообщили, что их сотрудники могут управлять более чем одним станком. Остальные признали, что, несмотря на проводившееся обучение, гибкость сотрудников не достигла удовлетворительного уровня. Учитывая, что залогом успеха программ бережливого производства являются сотрудники, улучшению этого параметра следует уделять первоочередное внимание.
Общее производственное обслуживание (TPM) также начало распространяться среди турецких предприятий, что следует из результатов анкетирования, хотя и здесь не обошлось без затруднений и препятствий. О полном или частичном внедрении TPM сообщили 47% компаний, что не является удовлетворительным результатом. Впрочем, по заявлениям участников, процент остановки работы машин из-за неисправностей составляет 2-5%, а у пяти предприятий этот показатель еще ниже – менее 2%.
Общий уровень внедрения техник бережливого производства предприятиями, принимавшими участие в исследовании, отражен на Рисунке 2.

В целом, мы можем сделать вывод, что после пяти лет внедрения бережливого производства компании остаются на среднем уровне. Более простым и широко известным инструментам, таким как 5S, стандартизация, командная работа, уделяется большее внимание – с них предприятия предпочитают начинать внедрение, а многие на них и останавливаются. В то время как одними из самых важных элементов современных производственных систем – вытягивающим производством, визуализацией, системой канбан – пренебрегают.
В продолжении статьи мы рассмотрим степень развитости среди предприятий Турции инструментов стратегического управления и подведем итоги, на чем следует сконцентрироваться для формирования зрелой производственной системы.