Как пресечь проблемы на корню и избавить предприятие от масштабных трудностей? Для этого существует много методов оценки качества работы. Но самым действенным из них считается сегодня контроль в коротких интервалах времени. Использование этого метода как раз и помогает предприятию оперативно реагировать на существующие проблемы.
Перевод – Наталья Коношенко, портал «Управление производством», переведено с разрешения Vorne Industries, Inc. www.vorne.com и www.leanproduction.com.
Ни одно, даже самое современное и успешное, предприятие не застраховано от спадов производства, дефектов или простоев. Начинаясь с незначительных отклонений в показателях, проблемы постепенно обретают масштабы, в которых с ними становится очень трудно бороться. Намного эффективней пресекать их на корню. Существует много методов постоянной оценки качества работы предприятия для оперативного реагирования на существующие проблемы. Одним из самых действенных считается сегодня контроль в коротких интервалах времени.
Контроль в коротких интервалах (Short Interval Control, SIC) – это структурированный процесс непрерывного поиска возможностей повышения эффективности производства. В ходе этого процесса участники команд по улучшению три-четыре раза за смену оценивают работу производственных линий компании, чтобы определить, на чем следует сосредоточить свои усилия, чтобы увеличить производительность.
Главная идея состоит в том, что быстрые и сфокусированные проверки данных в течение смены позволяют более оперативно корректировать производственный процесс непосредственно на месте, а даже мелкое усовершенствование, суммируясь с другими, способно привести к заметному росту эффективности.
Контроль в коротких интервалах времени можно назвать одним из инструментов кайдзен, который не только способствует поиску новых возможностей улучшения производственного процесса, но и стимулирует командную работу на предприятии.
Ключевой особенностью SIC является то, что контроль процессов происходит на основании самых свежих данных, и это позволяет принимать более взвешенные и своевременные решения. Кроме того, сотрудники, осуществляющие контроль работы предприятия в ходе своей смены, учатся не только собирать и анализировать данные, но и быстро и адекватно реагировать на них для непрерывного улучшения производственного процесса. Согласно полученным данным, при успешном внедрении SIC значительно улучшается общая эффективность оборудования (Overall Equipment Effectiveness, OEE). Для примера: одно из производств смогло улучшить OEE сначала на 60%, затем на 65% и 75% за период в два года.
Использование контроля на коротких интервалах имеет следующие преимущества:
Основополагающий принцип контроля на коротких интервалах времени весьма прост. Его можно изложить в нескольких словах: мы не можем изменить прошлое, мы должны учиться изменять будущее через улучшение настоящего. В практическом применении этот принцип означает проведение серий коротких, по 5-10 минут каждые 2-4 часа, инспекций производственных линий, проводимых передовыми командами для оценки потерь и поиска решений, которые в будущем позволят их сократить или исключить, повысив тем самым эффективность производства. Залог успеха именно в повторяющихся циклах проверок, в обнаружении точек роста и, самое главное, в использовании обнаруженного потенциала. В ходе контроля команды по улучшениям выполняют серию из четырех шагов:
1. Оценка предыдущих потерь – с точки зрения возможности их исключения или сокращения в будущем;
2. Оценка предпринятых действий – насколько они эффективны и нужна ли доработка методов;
3. Оценка рисков – как будет протекать производственный процесс, каковы ожидаемые затраты и как они повлияют на эффективность работы;
4. Определение стратегии – какие действия должны быть предприняты в ходе следующего отрезка времени, до следующей контрольной точки.
Действия, которые определены контрольной командой в ходе SIC-инспекций, реализуются для максимизации производительности в ходе их смены, а затем по завершении очередного отрезка времени снова оцениваются по своей эффективности. Контроль осуществляется несколько раз за смену и сочетает в себе анализ прошедших интервалов, идентификацию будущих рисков и проактивное определение плана действий (рис. 1).
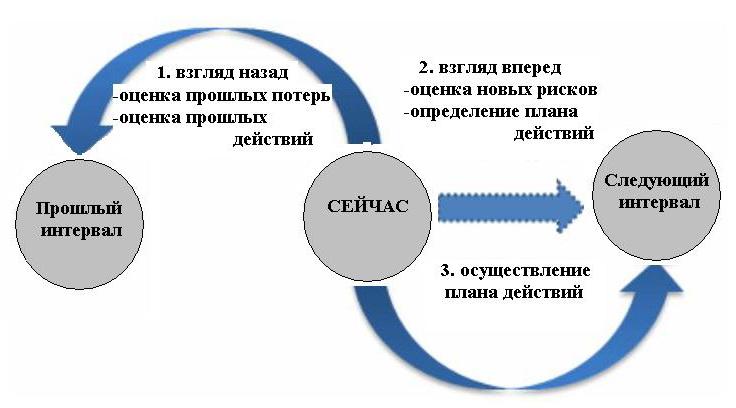
Рис. 1. Этапы контроля.
Предпосылки внедрения SIC
Для успешного осуществления контроля на коротких интервалах времени необходимо соблюдение некоторых условий:
Для достижения последовательного прогресса полезным является документация отчетов SIC. Во-первых, составление стратегии в письменном виде помогает командам по улучшениям придерживаться плана действий, особенно, если информация представлена в наглядном виде прямо на рабочем месте. Во-вторых, документация помогает при передаче смен. В-третьих, составляемые отчеты могут быть пересмотрены в любой момент и использованы в обучающих целях.
Некоторые компании, первоначально документировавшие свои отчеты в письменном виде, постепенно переходят на широкоформатные таблицы или базы данных, хранящиеся в локальной сети предприятия для фиксирования производительности, потерь, предпринятых шагов и путей устранения отдельных не создающих ценность действий.
Эффективный контроль в коротких интервалах невозможен без получения надежных и актуальных данных, поскольку именно на них будут основываться действия команд в последующем отрезке времени. Чтобы сделать этот процесс более надежным помогают следующие принципы:
Сбору достоверной информации необходимо уделять первостепенное внимание, поскольку если полученные данные не отражают реальной картины, команда по улучшениям потратит время на анализ не тех источников затрат и выработает ошибочный план действий, который может привести к снижению производительности. Даже если ошибка будет замечена, на ее исправление будет потрачено лишнее время.
В реализации контроля в коротких интервалах помогает как непосредственный, так и автоматический сбор данных. Сбор данных вручную полезен на ранних этапах внедрения SIC, поскольку гарантирует непосредственную связь между действиями, выработанными членами команды, и результатами работы производственной линии. С другой стороны, автоматизированный сбор данных имеет свои безусловные преимущества:
Контроль производственных процессов, осуществляемый в коротких интервалах времени, может существенно помочь в выявлении проблемных мест и их устранении. Но чтобы этот инструмент работал и приносил компании пользу, его необходимо грамотно внедрить. О том, что для этого требуется, будет рассказано во второй части статьи.