Логистическая система предприятия по производству и сборке радиоприемников для автомобилей Bosch Car Multimedia Portugal, S.A. успешно функционировала многие годы, но несмотря на это, назрела необходимость ее усовершенствования. Что может помочь сократить затратные действия и в чем преимущества альтернативного сценария организации поставок, читайте в завершающей части статьи.
Подготовила Наталья Коношенко, портал «Управление производством»
На основании материалов «Cellular Manufacturing with Kanbans Optimization in Bosch Production System» Pedro Salgado, Leonilde R. Varela, 2010
Изучение существующей практики производства выявило ряд узких мест, нуждающихся в устранении. Во-первых, чрезмерные затраты – в частности, на приобретение двенадцати лазерных установок для печати кодов на платах. Во-вторых, существующей производственной системе недостает гибкости – она оказалась неспособной быстро адаптироваться к изменениям спроса, потребовавшим соответственных изменений в дизайне продукта и в технологических требованиях. В-третьих, нередки простои оборудования, поскольку выход из строя одной машины часто может вызвать остановку всего производственного цикла.
В данной статье предлагается модифицировать производственную систему через создание производственных ячеек, что позволит выполнять производственные операции в четкой последовательности без перерывов за счет компоновки различных типов оборудования на одном участке. В случае Bosch Car Multimedia Portugal, S.A. перераспределение оборудования позволяет сократить число линий с двенадцати до семи, сократив таким образом и число требуемых лазерных установок. Учитывая, что три установки на производстве уже имеется, компании нужно приобрести всего четыре новых в дополнение к имеющимся, чтобы полностью решить проблему маркировки плат в зоне автоматической сборки. Подобное решение позволить компании сэкономить значительную сумму.
Предлагаемый сценарий включает создание ячеек, организованных по принципу «точно в срок» (JITC) и ячеек, организованных по методу быстрого реагирования (QRC). Первые во всем следуют принципам JIT, направлены на достижение тех же ключевых целей (ноль дефектов, нулевое время установки, ноль запасов, ноль лишних манипуляций, ноль поломок оборудования) и применяют унифицированные канбан-контейнеры. Вторые позволяют существенно сократить товарные запасы, так как запас, обеспечивающий непрерывность производственного процесса между очередными поставками, не превышает величины, расходуемой за время, в течение которого размещается и выполняется заказ.
Логистический принцип «точно в срок» все чаще используется при организации ячеек, поскольку делает производственную систему более гибкой и адаптивной к изменениям в производстве семейств продуктов, а в современной экономической среде это является важным конкурентным преимуществом. Этот фактор имеет большое значение для Bosch Production System, поскольку производимые платы принадлежат к одному семейству продуктов и потому разделяют некоторые характеристики в отношении требований к производству и манипуляциям, включая сходства в конструкции и материалах.
Когда Bosch столкнулась с необходимостью удовлетворения более широкого спектра требований к спецификации продукта, руководство пришло к пониманию того, насколько большое значение сегодня имеет возможность быстро адаптировать производственную систему и ключевые процессы, и именно гибкость и быстрое реагирование стали самыми важными характеристиками производственных ячеек. Кроме того, производство в ячейках позволяет достичь более высоких показателей качества продукции при поддержании эффективности процессов на высоком уровне и минимизации складских запасов и перемещений товара, материалов и сотрудников в процессе работы. На рис. 1 отображено рекомендуемая планировка ячеек.
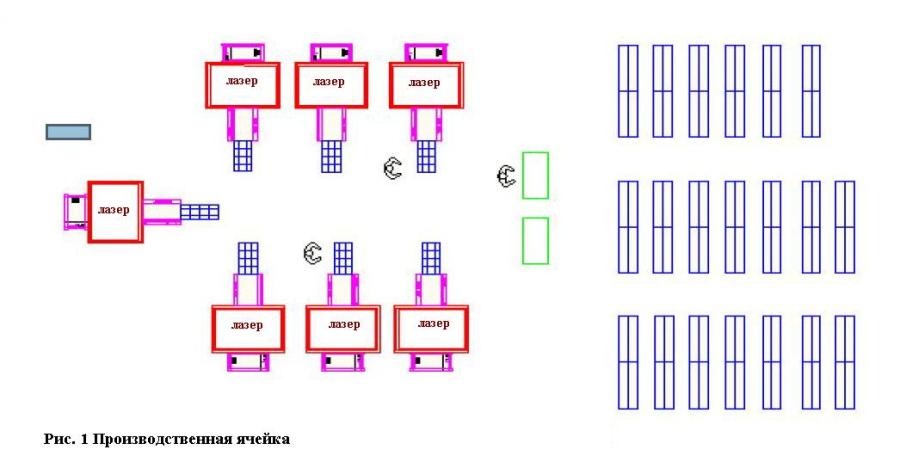
Такая производственная среда обладает рядом преимуществ и во взаимоотношениях с клиентами, поскольку производственные ячейки ориентированы на быстрые темпы производства, позволяющие удовлетворить требования клиента в кратчайшие кроки.
Внутренние поставки планируется организовать по принципу молочника. Забирая контейнер из хранилища в зоне автоматической сборки, рабочие зоны финальной сборки оставляют на месте полного пустой контейнер. Это служит сигналом начала нового цикла, и как только контейнер с материалами уходит в зону финальной сборки, карточки канбан возвращаются на доску.
Соответственно, когда в зоне автоматической сборки возникает необходимость в материалах, рабочие забирают полный контейнер из супермаркета – точки хранения минимально необходимого запаса. Всякий раз, когда карточка канбан возвращается на доску, она служит сигналом о необходимости создания новой партии продукта. Когда необходимый объем производства достигнут, карточки помещаются в буфер, откуда они выходят по принципу FIFO (первым пришел – первым ушел).
Из буфера карточки отправляются в сектор планирования, размещенный в самом низу доски. Здесь на основании данных, представленных на карточках, осуществляется производственное планирование на три рабочих периода. Затем карточки проходят через всю линию, прикрепляются к контейнеру и направляются в супермаркет, где материалы хранятся до тех пор, пока не понадобятся в зоне автоматической или ручной сборки.
Для более наглядного сравнения существующего и альтернативного сценариев используем уже разобранный пример с производством плат (рис. 2) и ту же формулу расчета:
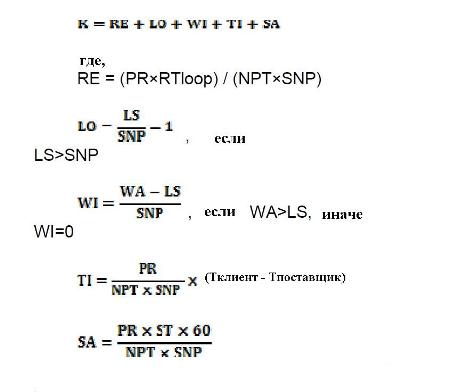

В предлагаемом сценарии отличаются лишь показатели эффективного производственного времени (NPT) и времени восполнения продукции (RT loop). Это связано с тем, что производство в ячейках позволяет сократить время подготовки и переналадки оборудования и продолжительность обработки. Таким образом, эффективное производственное время возрастает, сокращаются время обработки продукта (25 минут) и время цикла (9 секунд).
Табл. 1. Расчет параметров производства при альтернативном сценарии
|
|
PR |
SNP |
WA |
NPT |
RT loop |
LS |
ST |
|
Продукт Типа I |
1560 |
120 |
1560 |
1330 |
659 |
1560 |
18 |
, где
PR – спрос в единицу времени [единицы/время];
SNP – стандартное число деталей в канбан-контейнере;
WA – объем отбираемой продукции [единицы/время];
NPT – эффективное производственное время [мин./период];
RT loop – время восполнения продукции [мин.];
LS – объем партии [единицы];
ST – «страховочное» время (часы).
С помощью этих величин мы можем рассчитать соответственно показатели совокупного времени пополнения запаса (RE), совокупного объема партии (LO), совокупного пика «забора» продукции (WI), совокупных простоев (TI), совокупного «страховочного» времени (SA) – см. таблицу 2.
Табл. 2. Расчет параметров производства при альтернативном сценарии
|
|
RE |
LO |
WI |
TI |
SA |
K |
|
Продукт Типа I |
7 |
12 |
0 |
0 |
11 |
30 |
, где
RE – совокупное время пополнения запаса;
LO – совокупный объем партии;
WI – совокупный пик «забора» продукции;
TI – совокупные простои;
SA – совокупное «страховочное» время;
Как следует из подсчетов, организация производственных ячеек позволяет сократить число канбан-контейнеров с 35 до 30. Учитывая темпы производства, это означает экономию в 5 контейнеров в день, 100 – в месяц (при 20 рабочих днях) при полном удовлетворении всего объема спроса. Таким образом, за полгода мы сэкономим 600 контейнеров, что является весьма существенным показателем.
Сокращение числа контейнеров происходит за счет увеличения эффективного производственного времени, с одной стороны, и сокращения времени пополнения запаса, с другой.
Тайити Оно отмечал, что сокращение числа канбан-контейнеров приводит к сокращению объемов промежуточных и финальных запасов, позволяя компании лучше адаптироваться к колебаниям спроса. А Сигео Синго также зафиксировал, что исключение лишних запасов позволяет сократить трудовые затраты на 40%.
На основании имеющихся данных о продукте и спросе был сделан прогноз потребности в продукции компании на шесть месяцев вперед для альтернативного производственного сценария (рис. 3).

Согласно подсчетам, к концу выделенного периода количество контейнеров составит 2581.
Сравнив результаты расчетов, мы обнаружим, что при переходе к производственным ячейкам мы значительно сократим общее число канбан-контейнеров. За полгода работы вместо 2936 контейнеров при существующем сценарии мы получим 2581 контейнер (на 355 меньше). Таким образом, экономия за полгода поставит 12%.
Ожидается, что спрос на протяжении месяцев будет переживать определенные колебания. В момент возрастания спроса, число контейнеров будет соответственно увеличиваться для удовлетворения потребностей клиентов и наоборот. Тайити Оно на основании своего опыта свидетельствовал о том, что колебаниями в пределах 10-30% можно легко управлять без увеличения числа контейнеров. Тем не менее, стоит помнить, что самым надежным индикатором является практика – каждая компания имеет свою стратегию реагирования на изменения спроса.
С другой стороны, по мнению Дж. Т. Блэка, главное преимущество производства в ячейках состоит даже не в сокращении числа канбан-контейнеров в производственной цепочке, а в повышении гибкости производства, в его повышенной способности быстро реагировать на изменения, вызванные как внешними факторами (чаще всего изменениями спроса), так и внутренними (касающимися изменений в дизайне продукта или расширения производственной линейки).
Преимущества производственных ячеек по сравнению с традиционными моделями производства в отношении эффективности широко обсуждались Роджером Эскиным и Нануа Сингхом. Преимущества были установлены в результате имитационного моделирования, аналитических исследований, практической реализации и сводятся к следующему:
В результате вышеупомянутых факторов возрастает и качество продукции, поскольку из-за того, что каждая деталь транспортируется с одной стадии на другую индивидуально, укрепляется обратная связь, а процесс может быть остановлен сразу при обнаружении дефекта.
Подводя итоги анализа существующей логистической системы на Bosch Car Multimedia Portugal, S.A. и предложенной ей альтернативы, мы можем сделать вывод, что переход к производственным ячейкам способен заметно снизить затраты предприятия, усовершенствовать ее Производственную систему и управление производственными задачами. Кроме того, это шаг к упрощению обращения с материалами.
В завершение хотелось бы отметить, что достичь зафиксированных здесь результатов можно, всего лишь изменив планировку производства и создав ячейки. Усовершенствовав некоторые другие аспекты – как то: производственное планирование, поток товаро-материальных ценностей, управленческий контроль и пр. – можно достичь еще более выдающихся результатов.