Выдержки из книги Сергея Обозова «В поисках идеального потока. История Производственной системы Росатома».

Мы публикуем выдержки из книги Сергея Обозова «В поисках идеального потока. История Производственной системы Росатома». Книга была выпущена в 2020 году. В ней автор собрал материалы об истории создания и развития производственной системы в Росатоме.
Как работает «цепочка помощи» на практике? Как выровнять и оптимизировать мегапотоки — сквозную продуктовую деятельность Росатома? Для чего нужно создавать напряжение в потоке производства? Рассказываем о вопросах и находках в 2012—2014 годах.
Все самое интересное и уникальное мы публикуем в альманахе «Управление производством». 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Еще в 2012 году мы задумались о создании реально действующей «цепочки помощи» — от монтажника до генерального директора госкорпорации «Росатом». На предприятиях Toyota этот механизм не позволяет долго скрывать проблемы на отдельных «этажах» вертикали управления.
Предложение по работе «цепочки помощи» было таким.
Проблема не решается семь суток? Выходишь на руководителя подразделения.
Еще сутки не решается — доводишь до руководителя стройки.
Еще сутки — до руководителя проекта.
Еще через двое суток — до руководителя Инжинирингового дивизиона ГК «Росатом» (генерального подрядчика строительства).
И так далее вплоть до генерального директора ГК «Росатом».
В результате в 2014—2015 годах мы на строительстве АЭС вышли на системную работу по внедрению ПСР, объединив усилия блока проектирования, стройплощадки и блока коммерции.
Было разработано восемь ПСР стандартов:
По команде Сергея Кириенко на базе второго блока строящейся Нововоронежской АЭС 2 был создан эталонный ПСР блок. Это случилось в мае 2016 года. На этом блоке образцово внедрялись ПСР стандарты, функционировал оперативный штаб, который проходил в обее («боевой» комнате со специальной визуализацией проектов). Чуть позднее для этого был создан специальный ПСР центр. Были разработаны несколько фабрик процессов, организованы эталонные приобъектовые цеха, эталонные склады материалов. Проводились конкурсы «Лучшая бригада». Проходили заседания штаба по 5С. Была выстроена система обучения стандартам всего полевого персонала.

Впервые тему мегапотоков, их выравнивания, оптимизации по всем основным продуктам Росатома мы подняли еще в 2013 году. Было очевидно, что вся основная деятельность Росатома (эксплуатация атомных станций) находится как бы в точке пересечения двух потоков, двух полных жизненных циклов.
ПЕРВЫЙ: производство электроэнергии, от утверждения дорожной карты по строительству АЭС в стране до вывода их из эксплуатации.
ВТОРОЙ: ядерный топливный цикл, от добычи урановой руды через производство циркониевых трубок, таблеток, топливных сборок, ТВС, поставку их на атомные станции, эксплуатацию и до утилизации отработавших топливных сборок.
В сердцевине этого креста, как мы уже сказали, — работающий блок атомной станции. Еще тогда, в 2012—2013 годах, мы говорили не «сквозные потоки», а «мегапотоки». И уже тогда мы начали рисовать пирамиду из шести уровней, на которых надо производить картирование по основной продукции (см. рисунок).

Самый нижний уровень — ШЕСТОЙ — это стандартизированная работа оператора. Это тоже своеобразное картирование потока, эргономики, движения конкретного человека, работающего на станке либо на группе станков.
ПЯТЫЙ — внутри цеха, между участками и операторами.
ЧЕТВЕРТЫЙ — между цехами, на предприятии, взаимодействие с заказчиком и поставщиками.
Эти три уровня: шестой, пятый и четвертый — расположены там, где площадка видна. Где применяются классические методы картирования, которым нас учила Toyota. А вот дальше — сложнее и интереснее.
ТРЕТИЙ — это уже уровень между предприятиями в дивизионе.
ВТОРОЙ — междивизионный уровень, например между концерном «Росэнергоатом», ТВЭЛом, поставщиком топлива, урановым дивизионом.
ПЕРВЫЙ уровень — это когда мы смотрим на полный цикл строительства атомных станций, начиная от заключенного меморандума, через старт проектирования, заказ оборудования, строительство — и до вывода из эксплуатации.
С точки зрения экономики, совершенно понятно, что если опять подниматься снизу вверх, и на шестом и пятом уровнях потери исчисляются в десятках, а иногда — в сотнях тысяч рублей, то уже на четвертом и третьем уровнях — это миллионы, а на втором и первом — миллиарды, иногда десятки миллиардов рублей.
Toyota учила нас картировать только на нижних двух уровнях, когда площадка видна. Выше — уже экспертное форсайтовское технологическое картирование верхнего уровня, которое осуществляется в экспертном режиме, не видя площадки.
А сейчас я хочу дать слово Антону Широких, директору проекта проектного офиса по программе развития производственных систем в отрасли, который за последние годы неоднократно погружался в эту тематику.
«Первым отраслевым ПСР проектом, направленным на оптимизацию сквозной продуктовой цепочки, был проект по оптимизации потока производства и поставок ТВС РБМК на АЭС. Руководителем проекта был первый заместитель генерального директора по операционному управлению Александр Маркович Локшин. Проект был открыт в 2014 году. В ходе его была разработана сквозная производственная программа, смоделированы динамика дневных запасов ТВС на атомных электростанциях и на складах фабрикационного завода, запасы в пути. В результате оптимизации данной производственной программы среднедневные запасы ТВС в потоке были снижены с 838 до 526 штук. Экономический эффект составил 1 млрд 270 млн руб. по итогам 2015 года.
В апреле 2016 года, по итогам сессии руководителей госкорпорации „Росатом“, было принято решение о назначении двух продуктовых менеджеров: по пилотным продуктам начальной стадии ядерного топливного цикла (НС ЯТЦ) и оборудованию ядерной паропроизводящей установки (ЯППУ). Задачей продуктовых менеджеров был поиск оптимального баланса между эффективностью бизнеса и ожиданиями клиентов. Целями проектов были снижение себестоимости и времени протекания процессов, при сохранении потребительских свойств продукта. В результате оптимизации потока оборудования ЯППУ время протекания процессов изготовления комплекта парогенераторов было снижено на 49%, время изготовления корпуса реактора — на 24%, ВПП изготовления комплекта выемных частей ГЦНА — на 29%.
В ходе реализации проекта по продуктам НС ЯТЦ была разработана принципиально новая организационно-функциональная схема управления данным потоком. Ключевую роль в ней начал играть продуктовый менеджер в качестве арбитра коллизий между показателями различных дивизионов. Были разработаны алгоритмы выбора маршрута выполнения заказа с учетом оптимальной схемы изготовления, в зависимости от типа продукта, для минимизации себестоимости и времени протекания процесса. Была утверждена матрица ответственности за выполнение заказов. А также разработаны и реализованы мероприятия, позволившие снизить запасы в сквозном потоке НС ЯТЦ на 31% и себестоимость продукции — на 3%.
Типовые инструкции, шаблоны и алгоритмы для внедрения системы 5S вы можете найти в практическом руководстве по внедрению 5S.
Первым пилотным проектом для сквозного потока сооружения АЭС был личный ПСР проект Кирилла Борисовича Комарова по оптимизации процесса сооружения АЭС „Ханхикиви“. Основными проблемами в данном сквозном потоке были следующие:
В ходе реализации проекта была создана карта потока разработки и выпуска технического проекта АЭС, от сбора всех внешних исходных данных до получения лицензии на сооружение и далее — до энергопуска и подтверждения готовности. На основании данной карты был разработан календарно-сетевой график, в который были включены работы ОКБ „Гидропресс“, АО „РАСУ“ и других ключевых подрядчиков. На основе данного графика совместно с финским заказчиком был выстроен сквозной производственный контроль, от заказчиков до субподрядчиков. Затем была разработана и введена в действие единая для всех организаций — участников проекта матрица горизонтального взаимодействия по ключевым направлениям, что позволило оперативно решать любые вопросы, возникающие в ходе работы. Это позволило также сократить время на поиск ответственных в организациях — участниках проекта, на сбор актуальной информации о статусе работ и возникших проблемах, увеличить прозрачность работ для заказчика.
В результате указанных мероприятий выполнение графика разработки документации было повышено с 30% до 70%, количество документации, прошедшей входной контроль с первого раза, было повышено с 2% до 80%».
Уже в 2013 году мы стали пробовать продвигаться от ПСР компаний к ПСР системе как основе эффективности ГК «Росатом». Вот типичная ситуация 2012 года.
Директор по развитию ПСР разговаривает с генеральным директором предприятия:
— Будете внедрять производственную систему на своем предприятии?
— Будем.
— А какие у вас есть реальные проблемы, которые мы будем вместе решать?
— Проблем у нас нет, но «поПСРить» не откажемся.
Начинаем картирование, хронометраж, работы по повышению эффективности оборудования. Видим, что полно потерь и проблем, резервы роста производительности труда огромны. -Предъявляем их тому же генеральному директору:
— Смотрите, вот огромные резервы. Можно ставить на порядок более сложные производственные цели.
— А зачем? Других заказов все равно нет! Ну ладно, будем думать.
Поэтому главным трендом 2013 года стало Напряжение. С большой буквы. Мы стали искать естественные цели, создающие напряжение в потоке производства, и даже пытались их создавать.
Когда подводились итоги выполнения КПЭ за 2013 год, я обратил внимание на то, что ПСР присутствовала уже во всех целях верхнего уровня. Было запущено 80 отраслевых и 320 проектов дивизионов. Мы были практически во всех сферах. Было уже 2,5 тыс. членов рабочих групп и около 600 ярких лидеров. Это те, кто успешно осуществил в отрасли проекты со сроками до шести месяцев. В 2013 году было подано 40 тыс. рацпредложений — в два раза больше, чем в 2012 году.
2013 год мы закончили со стопроцентным выполнением целевых показателей по всем проектам первого и второго полугодий, которые утверждал С. Кириенко. Помню, как на защите КПЭ он сказал:
— Давайте друг на друга посмотрим повнимательнее. Нас это не смущает, не удивляет? Так в жизни бывает? Если бы цели были действительно требующими усилий, разве могли бы мы их выполнить на 100 %? Нет, тут что-то не то.
Именно в конце 2013 года мы откровенно вышли на обсуждение еще одной интересной темы — эффективности нашего обучения. Вот смотрите. На тот момент мы обучили в отрасли больше 10 тыс. человек. Это было не просто теоретическое погружение, но и тренировки, в том числе с выходом на площадку. Учили не только мы сами. Мы с удовлетворением видели, что и дивизионы, и предприятия самостоятельно вели эту работу. Однако когда мы стали анализировать, что происходит с этими людьми потом, выяснилось, что большая часть из этих 10 тыс. человек в дальнейшем не была задействована в реальных проектах. И через три, или четыре, или пять месяцев все навыки и знания, которые они получили во время тренингов, выветривались.
Поэтому уже в конце 2013 года возникла идея прекратить массовое обучение и перейти на целевое обучение людей, задействованных в проектном цикле. Определяются цели, создается проект, формируются рабочие группы с лидерами, и обучение ведется уже для конкретных целей. И сразу же, пока не «остыл» навык, люди выходят «в бой» на площадку. Мы стали практиковать такой подход с 2014 года.
Хочется отметить еще одну тенденцию, на которую мы обратили внимание в первом полугодии 2013 года. Например, ставится цель снизить время протекания процесса в два раза, а запасы — в три раза. По факту видим, что реально снижаем время протекания процесса в 3,5 раза, а запасы — в пять раз. Возникает вопрос: почему мы сразу не поставили более «напряженные» цели? Ответ простой: мы не видели, какими они должны быть. Ведь прежде чем сформулировать цели, надо детально изучить текущее состояние, откартировать его, увидеть все проблемы, спланировать целевое состояние. И только когда мы увидим, чего реально сможем достигнуть (во время 4- или 6-месячного проектного цикла), — окончательно проявляются цифровые параметры целевого состояния. Иначе возникает соблазн достичь только первоначальных целей. А зачем напрягаться?
И тогда мы с руководителем госкорпорации пошли на эксперимент. Вообще не стали ставить конкретных целей на этапе утверждения проектов второго полугодия 2013 года. Договорились, что будем утверждать цели на этапе kick-off, в середине второго полугодия, после того как детально изучим текущее состояние. В этом был определенный риск. Как запускать проект без конкретных параметров?! Но я хорошо помню, что этот эксперимент полностью себя оправдал. Работа во втором полугодии 2013 года по более точным и понятным целям получилась интереснее, чем могла бы быть, если бы цели были взяты «с потолка».
В январе 2014 года мы с господином Кадзухидэ Суэцугу (консультантом Toyota.— Прим. ред.) поехали в Японию, чтобы обсудить создание эталонных линий на двух заводах — МСЗ и КМЗ.
Сначала про МСЗ. Мы привезли в Японию отчет о создании эталонной линии топлива для АЭС с реакторами РБМК. Уровень НЗП с 2008 по 2014 год сократился в три раза — с 96 до 32 дней. Численность персонала — почти вдвое. Время протекания процесса — почти в три раза, с 65 до 26 дней. И, соответственно, производственная себестоимость одной топливной сборки (ТВС) сократилась на 25%. За счет чего?
Прежде всего, эталонную линию мы делали в соответствии с классическим японским подходом, с канонами TPS. Это принципы «точно вовремя» и «дзидока» (автоматизация). «Точно вовремя» — это прежде всего внедрение тянущей системы. То есть работа без остановки процесса, с увеличением частоты вытягивания. Ну и, соответственно, уменьшение запасов, ожидающих обработки.
Например, партию двуокиси урана в виде порошка мы перевозили в корпус, где производились топливные таблетки (промежуточный продукт создания ядерного топлива), по семь контейнеров общим весом 3,2 тонны, и это занимало два дня. Начали возить по четыре контейнера общим весом 1,6 тонны — и уложились за день. Финальный передел внутри завода — отправка твэлов на линию сборки ТВС. Раньше везли по шесть контейнеров (432 твэла) в день, а стали возить по одному (72 твэла) шесть раз в день, под потребность.
Понятно, что были серьезные дискуссии. Ведь такие частые перевозки неизбежно увеличивали затраты на транспортировку. Выросло, хоть и незначительно, количество оформляемых документов. (Правда, мы потом эту проблему решили с помощью методов ПСР — существенно упростили процедуру оформления документации.) При этом эффект от снижения НЗП оказался намного выше логистических затрат.
И наконец, конечным переделом стало вытягивание доставки готового топлива на АЭС. Раньше мы возили его по 240 ТВС за раз тремя вагонами. А стали перевозить за один раз один вагон (80 ТВС). То есть восемь контейнеров, а не 24. Вся цепочка начала работать по времени такта.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Теперь о КМЗ.
Там мы делали эталонный участок на производственных ячейках механической обработки деталей «труба роторная» и «втулка роторная». Там было немало проблем, в том числе связанных с качеством, составом оборудования, перемещением персонала и материалов, дублирующими контрольными операциями, избыточным НЗП и недостаточной загрузкой специалистов. Мы на том этапе, в основном из-за низкой загрузки операторов, приняли решение объединить эти две ячейки. Определили целевое состояние, смоделировали схему размещения станков на столе, методом картирования отработали 26 вариантов.
Из этих 26 вариантов определили два лучших и смоделировали их на площадке, которая была в то время как раз свободна от станков. Мы вырезали в масштабе один к одному макеты (проекции) станков и моделировали производственный процесс вместе с операторами на свободных площадях. Затем провели сравнительный анализ этих двух вариантов по критерию численности, по площади, по количеству оборудования, по переходам, по расстоянию от детали до «потребителя», по сложности перемещения операторов. Предпочтительным стал тот вариант, который выиграл по всем этим параметрам. И еще один параметр сверху — станки были разложены в ячейки так, что на входе были хорошо видны сразу все операторы. Это дало возможность за короткое время наблюдения увидеть качество стандартизированной работы каждого из них.
Все это, вместе взятое, позволило нам по детали «труба роторная» уменьшить время протекания процесса в 10 раз, НЗП — тоже практически в 10 раз, численность персонала уменьшилась с 31 до 13 человек. В результате расчетная себестоимость сократилась на 10−15%.

«Точно вовремя» по-американски. Производственная система Boeing
Boeing выделяет три этапа внедрения собственной производственной системы:
Завод Boeing Everett Factory в Сиэттле — один из самых больших в мире. Там собирают самолеты семи типов. Нас удивило отсутствие конвейера на два старых типа самолетов. Нам объяснили, что это сознательная позиция: изменения слишком дороги, а необходимости в них уже нет, потому что самолеты вскоре будут выведены из эксплуатации.
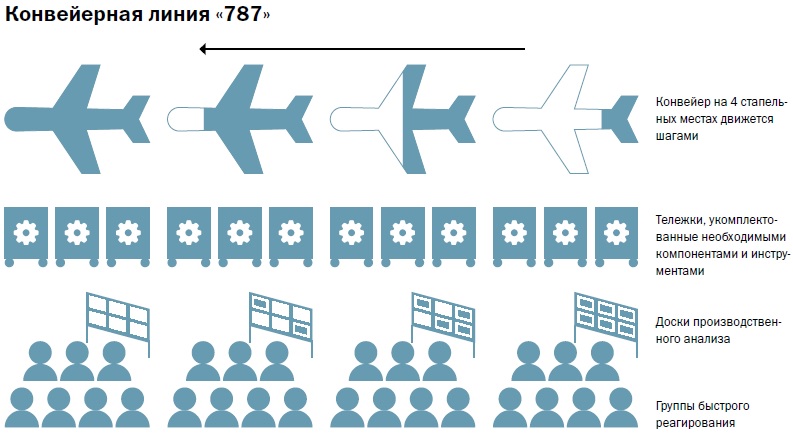
По самолетам Boeing 777 и особенно Boeing 787 (знаменитый Dreamliner) картина была иная. Система LEAN представлена во всей красе: поток «точно вовремя», детальные производственные графики, фиксация работ по шести отклонениям. Все работы раздроблены на пакеты от двух до шести рабочих часов — это позволяет оперативно реагировать на проблемы.
Созданы специальные группы быстрого реагирования, по одной на каждое стапельное место. Это представители департаментов планирования, качества, поставки, проектирования. Каждая группа находится в 30-метровой зоне видимости от линии. Не только мастер или бригадир — любой рабочий имеет право подойти и обратиться с вопросом. Если группа не может решить проблему самостоятельно, то быстро ставит в известность руководство.
Привлекают внимание тележки, укомплектованные необходимыми компонентами и инструментами. Они стоят на «боевой линии» в 10 метрах от самолетов. По мере необходимости оператор берет тележку и катит ее к конвейеру, а затем возвращает обратно, где ее забирают. Тележка фактически является тарным канбаном, сигнализирующим о том, что ее надо снова -скомпоновать.
Визуализация везде. На полу — навигация, обеспечивающая эффективное передвижение по площадке. Кругом мониторы с информацией о производственном анализе. На стенах — LEAN плакаты, вымпелы за LEAN победы.
Действует принцип: если работу можно выполнить вне самолета, то это обязательно надо сделать заранее. Интересно, что если на первых трех самолетах определенная работа делается, например, за восемь часов, то на десятом самолете она должна выполняться уже за семь часов, а на пятнадцатом — за шесть.
Вся линия рассчитана на время такта, позволяющее выпускать 12 самолетов в месяц. Огромные стеллажи, которых еще 10 лет назад было очень много, убраны со складов. На их месте — зоны отдыха, где можно попить вкусный кофе. Это выглядит очень оригинально: «Макдональдс» и другие кафе со светящимися вывесками в 30 метрах от конвейера сборки самолетов. Америка!
Вторая сборочная площадка самолетов находится в черте города Рентон. Здесь собирают Boeing 737 — узкофюзеляжные самолеты, их шесть типов. Вот где настоящий LEAN! Две поточные линии и завод по сборке крыльев.
В 2002 году на заводе производили 17 самолетов в месяц. В 2014 году планировали произвести уже 42.
Пять дней от начала сборки до взлета! Заказы расписаны на пять лет вперед. Рыночная ниша понятна на 20 лет вперед.
Развитие LEAN начинали с Toyota. Более 100 руководителей обучались в Японии. Через LEAN произошло кардинальное изменение сознания людей.
После внедрения LEAN все инженеры и руководители оказались максимально приближены к производству — теперь их офис располагается прямо на площадке. Там, где они работали еще 10 лет назад (в 10 км от завода), построили огромный супермаркет и жилые дома. А поначалу проектанты не хотели приближаться к производству. «Бог нам помог», — так они нам объяснили. В 2000 году в зоне, где землетрясений никогда не было, оно произошло, силой 5 баллов, здания пришли в аварийное состояние, все переехали очень быстро.
Мы познакомились и долго беседовали с Эдвардом Дином, LEAN лидером Boeing (это, условно, такая же должность, как у меня в Росатоме). Работает он с самого начала, с 1990-х годов. Сегодня в головном офисе трудится 37 человек, которые занимаются LEAN, а на площадке гражданской составляющей — еще 350 человек. В этом смысле всё похоже на нас. В их «оборонном комплексе» тоже есть соответствующие структуры, но их состав деликатно остался за кадром.
Во время визита на Boeing мы не увидели чего-то кардинально нового, что отличалось бы от TPS или от того, что делаем мы. Логика та же, но с национальными особенностями. Освоение LEAN идет не «по-черепашьи», шаг за шагом, а циклично: захват территории — освоение.
Фото: Росатом













