О переустройстве цехов, принципах создания крылатых машин и организации рабочих мест.
Благодарим редакцию пресс-службу филиала ПАО «Ил-Авиастар» за предоставление данного материала.

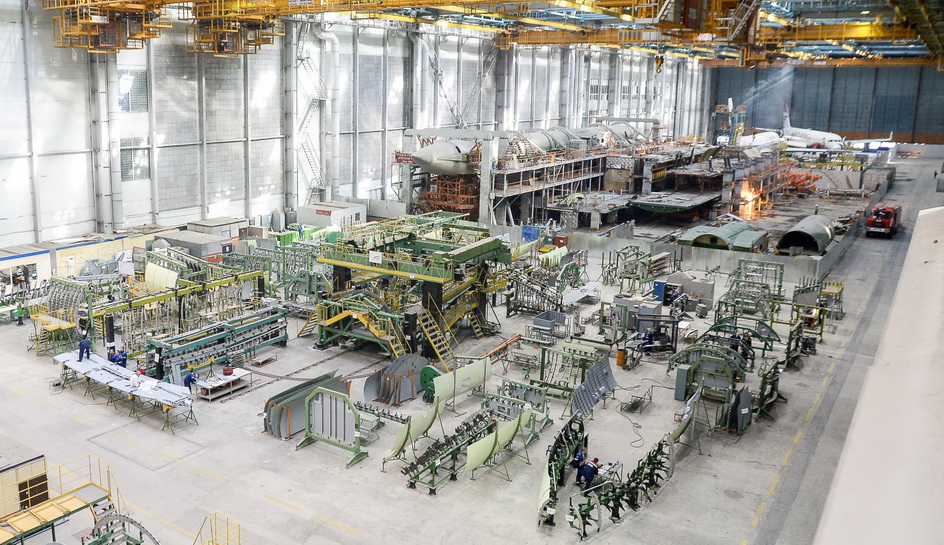
В филиале ПАО «Ил» – Авиастар проводится реконструкция агрегатно-сборочного производства (АСП). Работы осуществляются по комплексному проекту в целях наращивания темпов выпуска транспортных самолетов, увеличения производственных мощностей и качества работ при одновременном улучшении условий труда. О переустройстве цехов, принципах создания крылатых машин и организации рабочих мест рассказывает начальник АСП Сергей Ильин.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
– Сергей Дмитриевич, чем вызвана необходимость такой масштабной реконструкции на производственных площадях АСП, в цехах верхнего передела?
– Филиал имеет государственный заказ, задача ближайших лет – выйти на производство до 18 самолетов в год, то есть собирать 1,5 самолето-комплекта в месяц. Для реализации этой задачи уже составлен расчет и детальные цикловые графики по годам. Поэтому, в текущем году необходимо решить много вопросов в АСП: от расширения производственных площадей, системного расположения стапелей до построения поточной линии сборки агрегатов ВС.
– В чем заключается реконструкция агрегатно-сборочного производства?
– В частичном переоборудовании и переустройстве цехов без расширения имеющихся зданий и сооружений основного назначения, для совершенствования производства и повышения его техноэкономического уровня. Задействованы подразделения 271, 275, 277, 278, 572 и 283. План разработан совместно с дирекцией по производству специалистами по бережливому производству.
– Что способствовало проведению масштабной программы?
– Существовавший на предприятии комплект стапельно-сборочной оснастки (ССО) не позволял обеспечить выпуск необходимого количества ВС в год. Появилась потребность изготовить и ввести в эксплуатацию дублеры стапелей сборки отсека Ф2, крыла и центроплана. Ввиду отсутствия свободных производственных площадей для монтажа дополнительной ССО было принято решение высвободить территорию АСП, где располагались ССО изделия «400». Это порядка 23 500 кв.м. Количество позиций – 113. Стоит подчеркнуть, что данная ССО не использовалась производством с 1993 года. В силу естественного старения стала уже непригодной. Напомню, в настоящее время «Авиастар» выполняет работы по ремонту (продлению ресурса) и сервисному обслуживанию ВС Ан-124, находящихся в эксплуатирующихся организациях. При этом задействованы рабочие места производства окончательной сборки (ПОС) и ограниченно стапельно-сборочная оснастка АСП – только в части сборки отъемных элементов конструкции планера ВС (механизация крыла, рули и т.д.).
Было
– Что конкретно делается в производстве для высвобождения дополнительных площадей?
– На территории цехов 278 и 572 выполняется демонтаж агрегатов изделия «400». Заместитель начальника цеха по подготовке производства Радик Садиков для производства газорезательных и стропальных работ на металлических конструкциях организовал мероприятия, обеспечивающие безопасность работ: проведен инструктаж по охране труда, работникам выдана спецодежда, ограждена территория, отключены электроэнергия и подача воздуха. После окончания работ будут соблюдены условия хранения демонтированной оснастки, обеспечивающие возможность ее восстановления (при необходимости) в соответствии с нормативной документацией, действующей на предприятии.
В цехах 271 и 275 проводятся демонтаж, перемещение, консервация и складирование ССО самолета Ту-204. Данная ССО не используется с 2010 года. В соответствии с разработанным перечнем, остаются стапели, необходимые для изготовления детально-сборочных единиц (ДСЕ) и удовлетворения потребности авиакомпаний в авиационно-техническом имуществе, также для ремонта и поддержания летной годности воздушных судов, находящихся в эксплуатации.
Таким образом, дефицит производственных площадей в АСП, необходимый для увеличения объемов производства тяжелого транспортного самолета Ил-76МД-90А, будет устранен.
– Каким мы увидим АСП после выполнения всех мероприятий по реконструкции?
– В цехах АСП будет производство по принципу конвейера. Это предполагает построение поточной организации производства, при которой процесс сборки агрегатов разделен на простейшие короткие операции, а перемещение материалов и деталей осуществляется ритмично.
Так, при поточном производстве изготовление «продукта» делится на последовательные рабочие стадии и этапы, которые, в свою очередь, могут быть разделены на отдельные рабочие процессы (РП) и рабочие операции.
Состав оборудования следует этому производственному процессу, станки и инструменты располагаются на рабочем месте так, как этого требует последовательность РПО. При этом одновременно происходит выполнение операций над материалами, деталями и изделиями, задействованными в рабочем процессе и проходящими различные стадии и этапы.
Подобное расчленение производственного процесса на простейшие операции позволяет одному рабочему выполнять какую-либо одну операцию, не тратя время на смену инструментов и передачу деталей и изделий другому специалисту.
Четкое соблюдение фиксированного временного ритма рабочих процессов и операций позволит эффективно решать проблемы планирования сроков и оптимальной загрузки производственных мощностей, повышения производительности труда.

Стало
– Как будут организованы рабочие места с целью обеспечения продуктивности производственного процесса?
– В соответствии с концепцией сборки агрегатов изд. Ил-76МД-90А для выхода на 18 ВС в год с тактом 22 рабочих дня во всех цехах будет проведен перемонтаж стапелей, рабочие места объединены по участкам так, чтобы мастер находился в «шаговой доступности» и можно было незамедлительно решить возникающий вопрос.
Особое внимание уделено планировке каждого рабочего места, т.е. его расположению относительно других рабочих мест, оборудования, приспособлений, инструментов, местоположения самого рабочего. Расстояние от тары и от оборудования до специалиста будет таким, чтобы специалист мог использовать преимущественно движение рук, т.е. сильно не наклоняться, не приседать, не тянуться высоко. При планировке рабочего места учтены зоны досягаемости рук в горизонтальной и вертикальной плоскостях. Эти зоны определяют, на каком расстоянии от корпуса рабочего должны быть размещены предметы, которыми он пользуется в процессе работы.
Это позволит исключить лишние перемещения, будет способствовать более эффективному труду. Также буден внедрен «Паспорт рабочего». В нем пропишут сменно-суточные задания.
– Какой результат ожидаете от внедрения принципа конвейерной сборки?
– Экономическая эффективность рациональной организации производственного процесса выражается в сокращении длительности производственного цикла изделий, снижении издержек на производство продукции, улучшении использования основных производственных фондов и увеличении оборачиваемости оборотных средств.
Поточный метод организации труда позволит увеличить объем выпуска продукции и стабильно удерживать такт выпуска «продукта» в течение длительного периода времени. Особенно важно при организации потока на сборке то, что конструкцию изделия можно делить на конструктивно-сборочные единицы. Так затраты времени по операциям могут быть установлены с достаточной точностью, синхронизированы и сведены к одной величине. Это обеспечит непрерывную подачу к рабочим местам материалов, деталей, сборочных узлов. Таким образом, будет организована полная загрузка оборудования и выполнение поставленных производственных задач.
Беседовала Ольга ОВЕЧКИНА













