Статья из альманаха «Управление производством».

На фото: Внедрение 5S в цехе ламинирования
Концепция «Бережливого производства» включает целый комплекс инструментов, подходов и методик, помогающих «расшить» узкие места, устранить потери, выстроить эффективные процессы. На практике это означает не просто внедрение отдельных решений, а гармоничную и системную трансформацию всей производственной системы, переосмысление того, как должен создаваться продукт и какими должны быть отношения в коллективе. Этим принципам следует и компания ЭГГЕР, внедряющая бережливое производство на своих заводах уже несколько лет. В своей статье Владислав Шишкин, менеджер по организации бережливого производства ООО «ЭГГЕР Древпродукт Шуя», расскажет о проведении пилотных проектов на предприятии, о ключевых инструментах, позволивших вывести показатели эффективности на новый уровень, и о подводных камнях, которых стоит избегать при внедрении бережливого производства.

Автор: Владислав Шишкин, менеджер по организации бережливого производства ООО «ЭГГЕР Древпродукт Шуя»
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Первопроходцем во внедрении «Бережливого производства» (или Lean Management) был завод Группы ЭГГЕР в Турции. В 2023 году руководство Группы высоко оценило результаты и приняло решение о внедрении данного проекта и на других предприятиях, в том числе в России. На российских заводах компании в Шуе (Ивановская область) и Гагарине (Смоленская область) изменения стартовали в июне 2023 года.
Пилотными проектами на заводе в Шуе были определены цех ламинирования в подразделении «Производство» и склад кромки и образцов в подразделении «Логистика». Команда формировалась техническим директором завода.
Главным пунктом в процессе внедрения «Бережливого производства» является вовлеченность персонала, поэтому первым делом была запущена оценка вовлеченности. Каждый сотрудник прошел небольшое анкетирование. Они могли оценить свои задачи и условия труда, отношения с коллегами и руководителями, возможности для роста и развития, корпоративную культуру и командную работу, коммуникацию и прозрачность.
В целом, мы получили очень хорошие результаты, но сразу же стало понятно, где у нас есть проблемы и где нам точно стоит провести некоторые изменения, чтобы повысить вовлеченность каждого перед внедрением «Бережливого производства». После этого начались массовые тренинги на предприятии. Они были распределены по отдельным сессиям: тренинг для топ-менеджеров, для руководителей среднего звена, для команды внедрения, базовый тренинг для всех сотрудников. Данная система тренингов сохранена и в текущий момент.
Следующим этапом стало изучение исходной ситуации на производстве. Аудиты 5S на пилотных участках стали отправной точкой для внедрении системы организации рабочих мест. На складах производства и логистики были проведены исследования по сырью и продуктам с помощью метода «ABC-анализ». В цехе ламинирования и на складе кромки мы впервые применили картирование потока создания ценности (VSM), чтобы понять и увидеть основные проблемы и узкие места. Также проанализировали простои, продолжительность переналадок, процент брака и производительность на линиях за последний год. Это было важно сделать для того, чтобы сравнить данные показатели до и после внедрения «Бережливого производства».
Типовые инструкции, шаблоны и алгоритмы для внедрения системы 5S вы можете найти в практическом руководстве по внедрению 5S.
Для компании ЭГГЕР внедрение «Бережливого производства» было не в новинку, ведь такой проект был уже реализован на заводе в Турции, и изменения в лучшую сторону были видны как визуально, так и в показателях производства, поэтому никто не сомневался в важности и рентабельности внедрения проекта на всех заводах. Главной задачей на тот момент являлось и является сейчас применять философию и культуру «Бережливого производства» на постоянной основе, устранять ненужные потери, улучшать качество продукции и повышать эффективность процессов, добиваться вовлеченности каждого сотрудника.
Важно понимать, что с помощью небольших изменений, усилий или улучшений можно добиться больших успехов. Нам с первых дней внедрения было понятно, что «Бережливое производство» не нацелено исключительно на экономию, что это не инструмент или проект, который можно единожды внедрить и остановиться. Мы называем «Бережливое производство» философией и культурой, которые должны быть в мыслях у каждого сотрудника предприятия. Также для проекта внедрения «Бережливого производства» в компании ЭГГЕР было придумано свое название – LEAD. Эти 4 буквы сформированы из 4 слов, которые в переводе с английского означают: Лидерство, Вовлеченность, Прозрачность, Развитие. Это так называемая «фишка» компании ЭГГЕР.
Фундаментальным инструментом при внедрении «Бережливого производства» на заводе в Шуе стала 5S – система эффективной и рациональной организации рабочего места. Помимо нее главными инструментами при внедрении были определены:
Вспомогательными инструментами для поиска потерь и их устранения стали:
Как применялись эти инструменты на практике, я расскажу далее.
В рамках 5S на каждом участке были назначены ответственные за внедрение лица, а также аудиторы из числа LEAN-экспертов. Были сформированы специальные чек-листы для разных подразделений: логистика, производство, служба технической поддержки производства (СТПП) и офисы. Определена нижняя граница оценки аудитов 5S – 80%: если оценка выше 80%, значит аудит пройден, если ниже 80% – результат неудовлетворительный. После заполнения чек-листа автоматически формируется отчет аудита с общей оценкой, баллами за каждый блок 5S и гистограммой, которая показывает динамику за текущий год. Все эти данные хранятся в одном автоматизированном Excel-файле для каждого участка в течение года. Соответственно, данный отчет помогает LEAN-менеджеру легко контролировать проведение аудитов LEAN-экспертами на заводе.
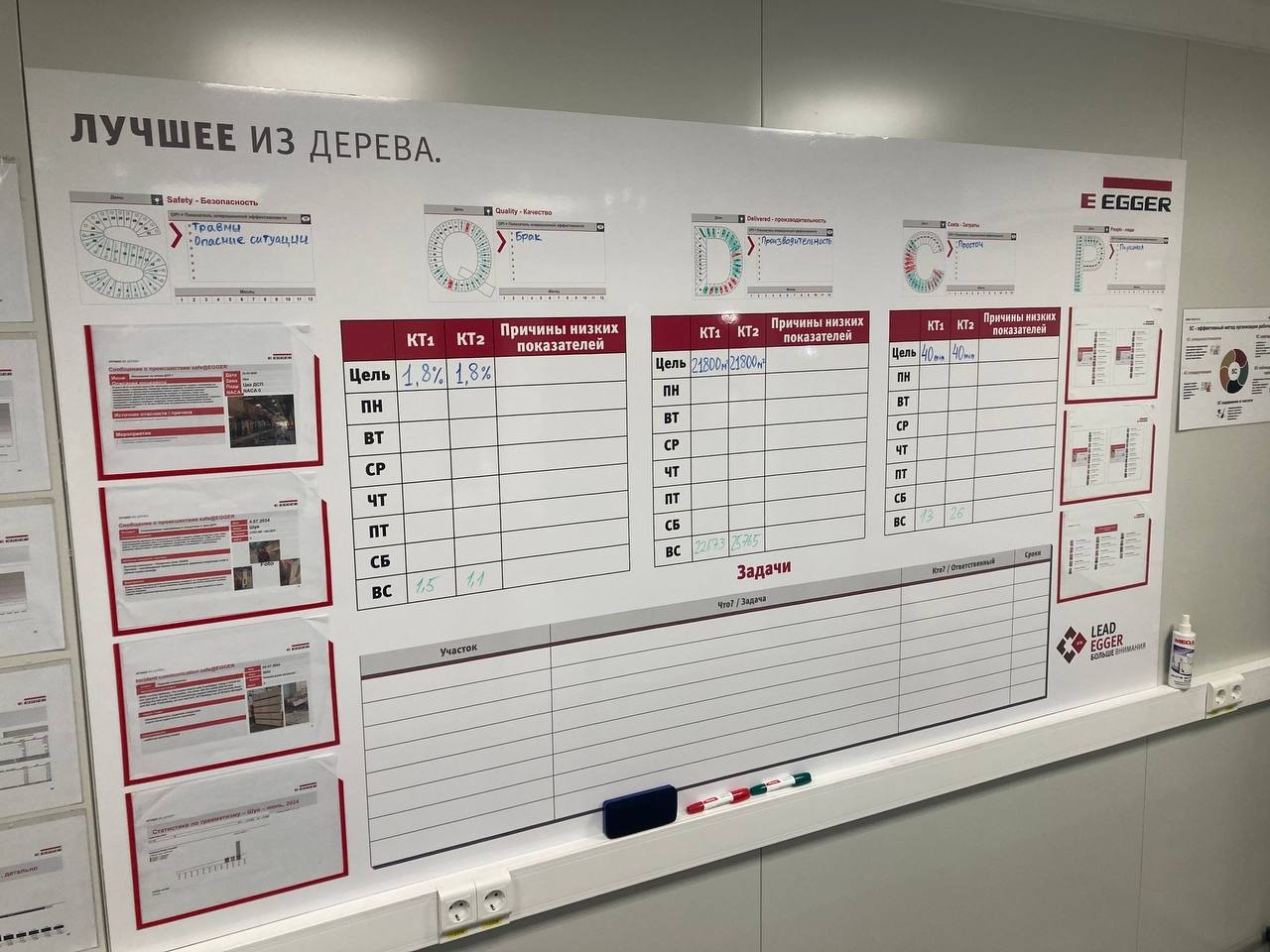
На фото: Доски SQDCP для утренних совещаний
В рамках SFM на пилотных участках были внедрены утренние планерки при пересменке с использованием системы SQDCP (Безопасность, Качество, Производительность, Затраты, Люди). Система SQDCP – это доска с ключевыми показателями эффективности (суточными) в разрезе недели. На доске определены нижние пороги показателей, и если суточные показатели ниже нормы, то они записываются на доску красным цветом, если выше – зеленым. На такой планерке может присутствовать руководство завода и подразделения, представители СТПП, мастера смен и при необходимости любые сотрудники данного участка. Мастера смен презентуют результаты работы за сутки, и если виден красный цвет, то сразу определяется проблема и идет совместный поиск ее решения «здесь и сейчас». Если проблема не может быть разрешена в 24 часа, ее заносят в специальный список работ, которые необходимо выполнить в период планового останова оборудования на ремонт. Благодаря этому инструменту проблем в производстве стало решаться больше и в большинстве случаев – сразу, что, конечно, положительно повлияло на наши показатели. Для проведения таких планерок в цехе даже была построена переговорная, где спокойно и без помех можно обсуждать любые вопросы.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
Процесс управления идеями всегда существовал на всех заводах компании ЭГГЕР. Процедура простая: сотрудник подает идею, и если руководство одобряет ее, то автор получает премию. При внедрении «Бережливого производства» мы лишь немного структурировали и модернизировали этот процесс. В итоге количество поданных и одобренных идей выросло почти в 2 раза, и многие из них действительно являются очень эффективными для производства. Например, среднее время переналадки на пилотном участке в цехе ламинирования удалось снизить с 27 до 13 минут, при норме в 20 минут.

На фото: Ящики для сбора предложений по улучшениям
Благодаря всем нашим усилиям на пилотных проектах мы добились отличных результатов. В логистике сократили время сборки заказов и их отгрузки. В цехе ламинирования увеличили производительность и поставили новый месячный рекорд по выпуску готовой продукции. Также удалось снизить общий процент брака и общее время простоев. В ежемесячном отчете по качеству мы достигли рекорда по показателю ОЕЕ – общей эффективности оборудования: с привычных нам 78-82 баллов мы вышли на постоянные 88-91 балл. Это был настоящий успех для завода в Шуе! И сейчас даже сложно сказать, какой именно фактор или инструмент повлиял на результат. Скорее всего, весь комплекс мероприятий «Бережливого производства», а также усилия и заинтересованность каждого сотрудника. Как я уже говорил, для нас это не проект по экономии, а философия, с помощью которой мы становимся эффективнее.
Помимо улучшения ключевых показателей эффективности в производстве и логистике мы особо отметили рост уровня коммуникации и количества совместно решенных проблем и задач. Также стали прослеживаться общие стандарты в подразделениях: цветовая маркировка, стандартное оформление бордов и информационных стендов. Руководством отмечается порядок и чистота на рабочих местах.
В будущем мы планируем поддерживать результаты на «пилотах» и довести до их уровня остальные участки, а также начать цифровизацию процессов и процедур деятельности нашей компании.
Если руководитель хочет добиться успеха во внедрении «Бережливого производства», то во-первых, в успех должен поверить он сам и заразить своей целеустремленностью и верой в победу всю команду. Так у команды появится поддержка и уверенность в своих силах.
Во-вторых, нужно вложить немного средств в обучение всей команды, эти траты обязательно окупятся: команда своей эффективностью принесет еще больше пользы для предприятия.
Ну и в-третьих, надо понимать, что это делается не в целях экономии, а в целях эффективности. Чтобы не допустить отката к предыдущему состоянию, руководство завода и команда должны уделять большое внимание философии «Бережливого производства», придерживаться созданных стандартов в рамках разных инструментов и, конечно же, рекламировать LEAN на предприятии, показывать всем сотрудникам на личном примере серьезное и ответственное отношение ко всем аспектам «Бережливого производства».
Главной сложностью при внедрении является изменение привычек людей, ведь очень тяжело изменить то, к чему человек уже привык годами. Плюс необходимо, чтобы персонал смог понять, что такое «Бережливое производство», каковы его принципы и как эта философия помогает повышать общую эффективность. Только так у сотрудников появится вера в достижение успеха. В противном случае люди будут думать, что это очередной проект для галочки.
С полной версией этой статьи можно ознакомиться в одном из номеров Альманаха «Управление производством».
Фото предоставлены ООО «ЭГГЕР Древпродукт Шуя»













