Как ФСА помог выработать альтернативные способы создания продукции прежнего уровня качества с меньшими издержками индийскому производителю мотоциклов.

Продолжение. В первой части этой статьи вы можете прочитать о том, что такое функционально-стоимостный анализ (ФСА), постановке целей и задач для его применения в TVS Motor Company, этапах проекта и способе его реализации (компонент 1: топливный бак) – TVS Motor Company: Функционально-стоимостный анализ и сокращение затрат на материалы. Часть 1.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Стоимостный анализ может проводиться не только на уровне отдельных компонентов, но и на уровне функциональных блоков – в данном случае их сборки в готовый продукт. Аналогично первому примеру процесс стартует с мозгового штурма, в ходе которого анализировалось крепление отдельных элементов конструкции с целью выявления операций, где сокращение затрат имеет наибольший потенциал успеха (таблица 5).
Таблица 5. Мозговой штурм
| № | Деталь | Идея | Потенциальная экономия (в рупиях) |
|---|---|---|---|
| 1 | Верхний кронштейн | Уменьшение высоты выступа верхнего кронштейна | 2.0 |
| 2 | Подножка | Возможное сокращение длины подножки | 2.0 |
| 3 | Подножка | Удаление ограничителя педали с подножки. | 3.0 |
| 4 | Крепление аккумулятора | Замена крепежного кронштейна пластмассовым | 3.0 |
| 5 | Рама | Возможная установка крепления реле на верхнюю трубу | 3.0 |
| 6 | Нижний кронштейн | Возможное снижение веса кронштейна | 4.0 |
| 7 | Стопор руля | Переход на горячую штамповку | 5.0 |
| 8 | Педаль тормоза | Устранение покрытия (стандартизация с продуктом) | 5.0 |
| 9 | Подножка для пассажира | Сокращение количества металлических деталей | 6.0 |
| 10 | Крепление аккумулятора | Уменьшение веса и стандартизация | 8.0 |
| 11 | Катушка зажигания | Установка катушки зажигания на раму | 10.0 |
Идеи, выработанные в ходе мозгового штурма, были распределены по приоритетности в зависимости от сроков и усилий, требуемых для их реализации, и потенциального результата (таблица 6.1 и 6.2). В результате наиболее перспективным было признано предложение 11, а именно: улучшение крепления катушки зажигания на раму.
Таблица 6.1. Оценка предложений по критериям требуемых усилий и потенциального результата.
| Предложение | |||
|---|---|---|---|
| Усилия | Результат (в год в рупиях) | ||
| Незначительные | Внедрение в течение 1 месяца | Незначительные | менее 25 000 |
| Средние | Внедрение в течение 3 месяцев | Средние | от 25 000 до 50 000 |
| Значительные | Внедрение в течение 6 месяцев | Значительные | более 50 000 |
Таблица 6.2. Матрица «усилия-результат»
| Результат | Значительный | Приоритет 1 | Приоритет 4 | Приоритет 7 |
| 11 | 10 | |||
| Средний | Приоритет 2 | Приоритет 5 | Приоритет 8 | |
| 8 | 7,9 | |||
| Незначительный | Приоритет 3 | Приоритет 6 | Приоритет 9 | |
| 2,3 | 1,5,6 | 4 | ||
| Незначительные | Средние | Значительные | ||
| Усилия | ||||
Первым шагом выявления возможностей сокращения себестоимости этого процесса стал сбор технических характеристик изделия для определения функциональной стоимости каждой детали, используемой для крепления катушки зажигания на раму. Основное внимание уделялось кронштейнам для крепления; типы и функции кронштейнов описаны в таблице 7. Затем их функции были оценены при помощи методики системного анализа функций (рис. 5).
Таблица 7. Типы кронштейнов и их функции
| № | Название | Функция | Стоимость |
|---|---|---|---|
| 1 | Рамный кронштейн (кронштейн А) | Крепление вспомогательного кронштейна (Б) | 25% |
| 2 | Вспомогательный кронштейн (кронштейн Б) | Крепление кронштейна катушки (В) | 25% |
| 3 | Кронштейн катушки (кронштейн В) | Крепление катушки | 50% |
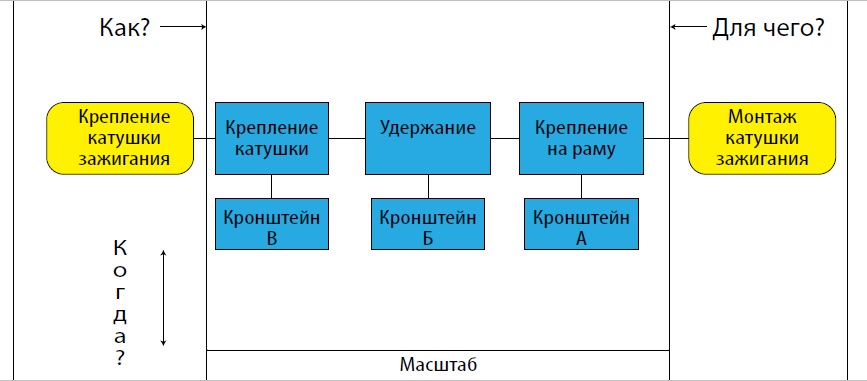
Рис. 5. FAST-диаграмма для кронштейнов.
Все функции кронштейнов относятся к основным, и тем не менее не все затраты на их производство обоснованы. Как показал анализ функциональной стоимости (табл. 8), добиться надежного выполнения всех функций возможно с гораздо меньшими издержками.
Таблица 8. Анализ функциональной стоимости кронштейнов.
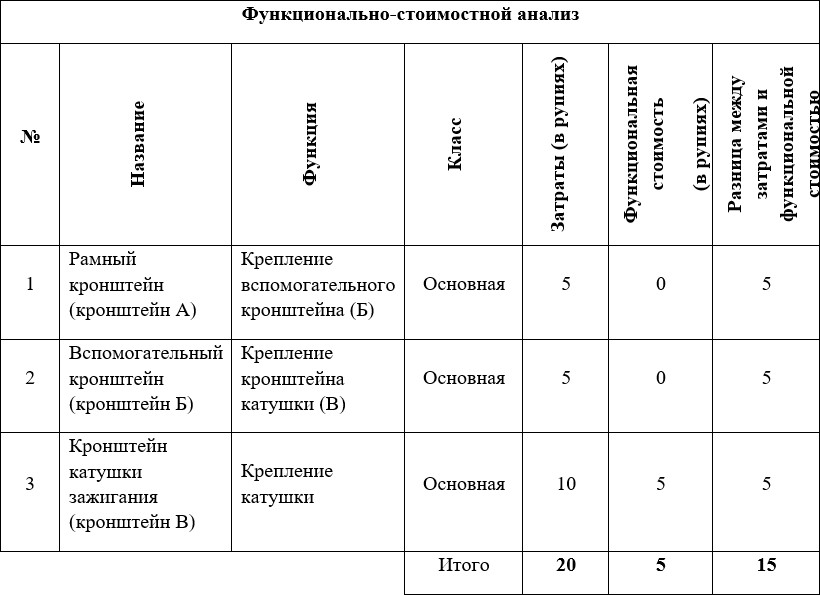
Создаваемая для клиента ценность оценивается как отношение функциональной стоимости к издержкам производства:
Ценность = функциональная стоимость/издержки = 5/20 = 0,25
Таким образом, анализ показал, что стоимостный разрыв между издержками и выгодой, создаваемой в процессе крепления катушки, достигает 75%, поэтому на следующем этапе команда приступила к разработке альтернативных вариантов конструкции в целях сокращения ценностного разрыва.
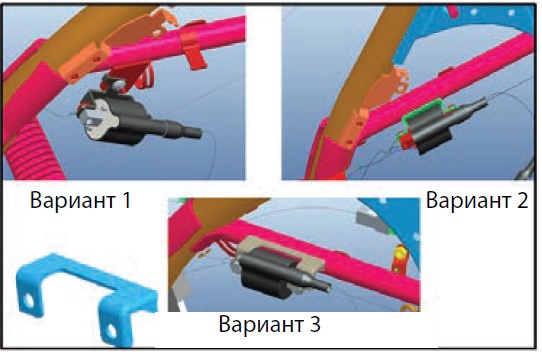
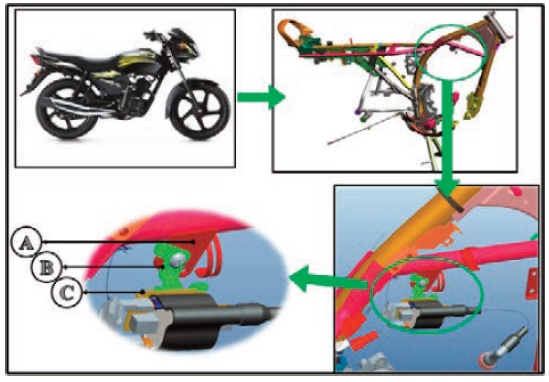
Рис. 6. Оригинальный дизайн
Рис. 6.1. Альтернативные варианты крепления.
Конструкция креплений направлена на оптимальное выполнение ею прямых функций, а именно надежное удержание катушки зажигания. Однако в процессе поиска возможностей снижения издержек команда предложила сократить количество кронштейнов при сохранении прежнего уровня надежности, разработав три альтернативных варианта изменения конструкции (рис. 6.1). Как и в первом примере, предложенные варианты оценивались по степени их осуществимости (общий рейтинг отражен на рис. 7) и по затратам, которых потребует реализация изменений (рис. 8).
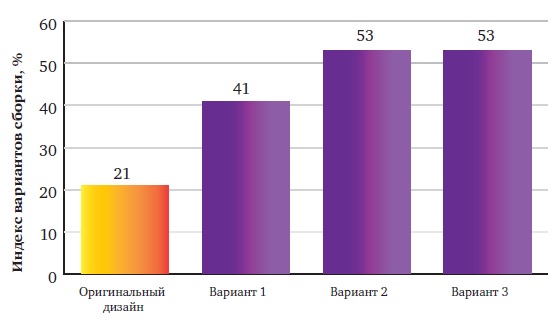
Рис. 7. Сравнение степени осуществимости различных вариантов сборки.
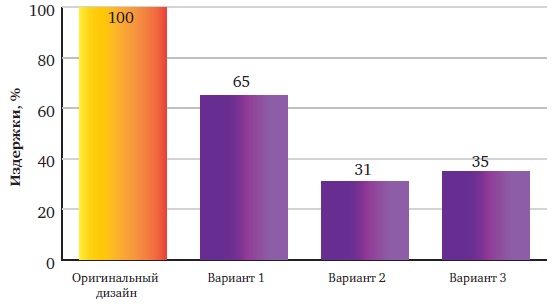
Рис. 8. Производственные издержки.
Наименьшими затратами и наивысшим потенциалом успеха обладает вариант 2, однако, благодаря владельцу процесса, внесшему пояснения относительно определенных ограничений при производстве, приоритет был отдан варианту 3. Опытный образец крепления на одном кронштейне был изготовлен, протестирован и признан годным к использованию в условиях массового производства.
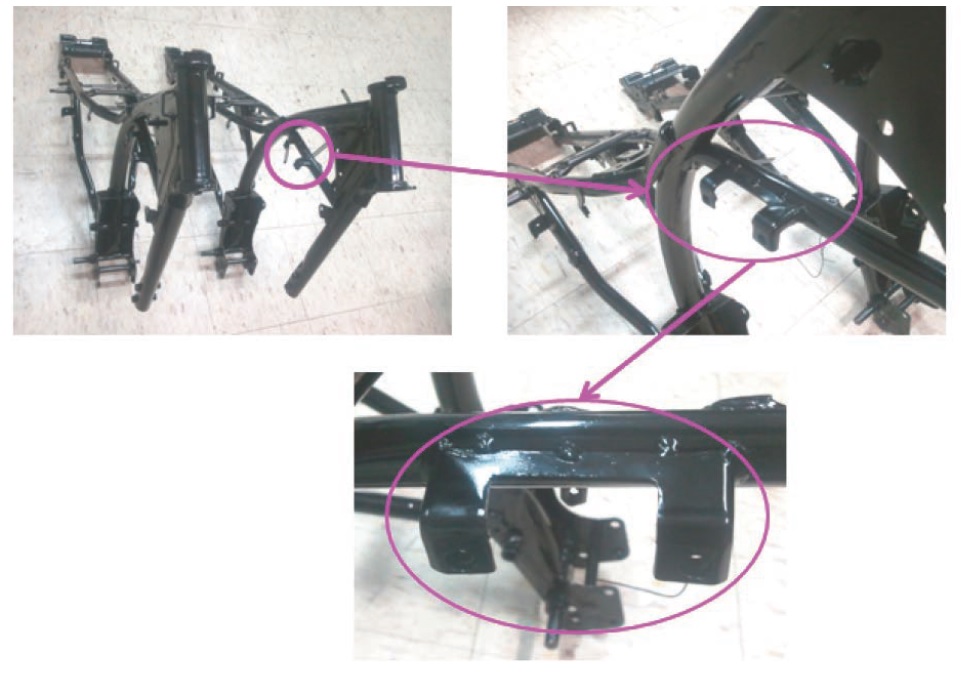
Рис 9. Опытный образец крепления.
Функционально-стоимостной анализ и понимание требований клиента позволили системно подойти к устранению проблемы лишних затрат и найти оптимальные во всех отношениях решения.
В ходе проекта по снижению затрат на материалы в процессе производства мотоциклов моделей XL super и Star city был разработан и реализован на опытном образце альтернативный способ крепления адаптера к топливному баку. Процесс пайки серебряным припоем был заменен на медную пайку твердым припоем. В результате удалось сократить затраты на материалы на 10%. Кроме того, был разработан и реализован альтернативный вариант крепления катушки зажигания. Три кронштейна, удерживающих катушку зажигания на раме, были заменены одним. В результате удалось сократить материальные затраты на 8%. Таким образом, изменения в технологическом процессе и дизайне конструкций позволили сократить материальные затраты на 18% (рис. 10).
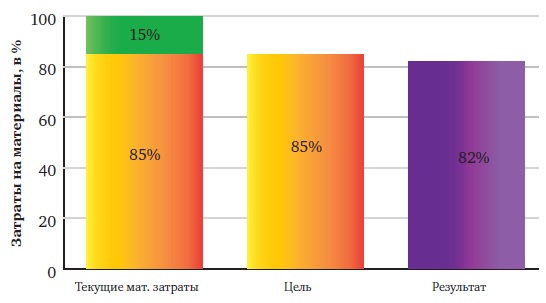
Рис. 10. Совокупное сокращение материальных затрат.
Несмотря на то, что основная цель проекта заключалась в сокращении материальных затрат, на практике удалось добиться намного большего. Например, удалось увеличить износоустойчивость крепления адаптера топливного бака, двое сократить время крепления катушки зажигания (с 10 до 5 секунд), сократить количество деталей в сборке, высвободить складские помещения в результате замены трех кронштейнов на один, увеличить производительность и повысить простоту сборки.
Несмотря на успешное достижение поставленных целей, необходимо помнить, что при проведении проектирования ценности важную роль играет Голос клиента, поскольку помимо объективной ценности, каждый клиент добавляет продукту собственную значимость. Например, эстетическая функция, не являясь основной, может иметь большое значение для определенного сегмента потребителей. Предварительной сбор данных о том, какие характеристики являются решающими, какие влияют на выбор производителя в той или иной мере, а какими можно пренебречь, позволит эффективнее провести сокращение затрат и не допустить ошибок, которые закончатся потерей клиентов.
В последние годы управление, направленное на создание стоимости, набирает все большую популярность как наиболее эффективный способ предоставления клиенту требуемого товара или услуги по самой низкой цене. При этом усилия всей команды направлены на поиск причин, мешающих достижению этой цели, и выработку вариантов их устранения. Но помимо этого ФСА способствует решению многих других бизнес-проблем, связанных с рентабельностью, качеством, конкурентоспособностью, заменой дефицитных материалов, низкой производительностью и т.п. Особенно большое значение этот инструмент играет в программах импортозамещения, позволяя сделать этот процесс более продуманным. С его помощью компания может заранее определить, замена каких компонентов в наименьшей степени повлияет на привлекательность продукта для покупателей, но сократит издержки производства.
Текст: Наталья Коношенко. Фото www.tvsmotor.com
Материал подготовлен на основании данных R. Hemanth, Dr. N.S.Mahesh, M.S. Muralidharan, Reducing Material Cost in Fabricated Parts for Two Wheelers through Value Analysis Technique, SASTECH Journal.













