На примере совместных проектов компании СОЛВЕР и ОАО "АЛНАС"
Авторы: Сергей Кузьмин, Владимир Лыков
Инженерно-консалтинговая компания СОЛВЕР (SOLVER) продолжает цикл статей по реализованным ею проектам автоматизации проектирования и производства на передовых отечественных машиностроительных предприятиях.
Способность предприятия выпускать конкурентоспособную продукцию предполагает постоянное совершенствование его технологической и производственной базы. Использовать для этого опыт аналогичных производств почти невозможно, а зачастую и нецелесообразно - нет уверенности, что "скопированное" решение, пусть и удачное для одного производителя, приведет к таким же результатам у другого. Еще трудней приходится предприятию, лидирующему в своей отрасли, - риск принятия неэффективного в технологическом и инвестиционном аспектах решения значительно выше.
Также рискованно приобретать станки и программные средства, обратившись к фирмам-поставщикам. В силу их прямой заинтересованности в продаже продуктов именно своей линейки проблемы заказчика всегда будут на втором плане, а вероятность ошибочных или по крайней мере неоптимальных решений останется также высокой.
Однако не все так безысходно. Сегодня у отечественных предприятий есть возможность осуществить техническое перевооружение эффективно и с прогнозируемым результатом. Например, в партнерстве с инженерно-консалтинговой компанией СОЛВЕР. Есть ряд важных особенностей работы компании со своими заказчиками, принципиально отличающих ее от обычных поставщиков.
Рассматривая промышленное предприятие как единое целое, СОЛВЕР системно и комплексно решает производственные проблемы заказчиков на всех "этажах" бизнеса: в производстве, его конструкторско-технологической подготовке, в управлении жизненным циклом изделий и ресурсами предприятия. Причем разработанная в компании методика проектной работы с заказчиком позволяет организовать ее так, что можно начинать положительные преобразования на предприятии с любого из этих этажей, а затем распространять их на все предприятие в целом. Проектный подход используется и применительно к поставкам оборудования и ПО: их внедрение предваряется экспериментальными проектами. Цель таких проектов - на примере решения конкретной производственной проблемы заказчика подобрать оптимальный с точки зрения технологических возможностей и экономической эффективности состав металлообрабатывающего оборудования, инструмента и программно-аппаратных средств. Для этого актуальные для предприятия детали проводятся по всей цепочке подготовки их производства: от электронных моделей до разработки технологических процессов изготовления и управляющих программ для станков с ЧПУ. Вся работа в рамках экспериментального проекта выполняется совместной проектной группой из специалистов предприятия и инженерно-консалтинговой фирмы. Плотное сотрудничество на этом этапе позволяет обеспечить результативность проекта. В рамках такой совместной группы объединяются усилия обеих сторон. Первая обладает доскональным знанием производственной проблемы изнутри предприятия. Вторая - ценнейшим опытом решения подобных задач на других предприятиях, опытом, который самостоятельно приобрести предприятию просто невозможно (для этого ему понадобились бы значительные ресурсы для проведения проектных работ и более чем обширные знания технологического оборудования и ПО). Широкое применение инженерными консультантами современных компьютерных методов моделирования техпроцессов позволяет рассчитать режимы обработки в короткие сроки и с достаточно высокой точностью, а затем на основе полученных данных подобрать необходимое оборудование, режущий инструмент и программное обеспечение.
По итогам экспериментального проекта заказчик получает обоснованную спецификацию на поставку оборудования и ПО, сопровождающуюся расчетами основных технико-экономических показателей эффективности их внедрения (что было и что стало). Таким образом, по завершении этого этапа у руководителей предприятия формируется четкое представление о том, как, какими средствами решить насущную производственную проблему и внести уверенность в ожидаемых результатах. Расхождение между рассчитанными показателями и получаемыми при последующем проекте внедрения результатами обычно не превышает 20%.
Т.к. в ходе экспериментального проекта уже выполняется тщательная конструкторско-технологическая проработка актуальных в производстве деталей, и эти же детали являются потом объектами для внедрения, становится возможным существенно сократить сроки последующего проекта внедрения, а значит, и раньше окупить средства, вложенные в приобретение станков и программ. Таковы в целом преимущества применения практики экспериментального проектирования. Кроме того, в ходе совместной работы по проекту возникает хорошо слаженная команда из специалистов-консультантов и специалистов завода, что также положительно влияет на сроки и результативность технического перевооружения.
Такие подходы отвечают современному уровню партнерских отношений заказчик - поставщик и становятся все более востребованы промышленными предприятиями. Так, например, было в случае с ОАО "АЛНАС" (г. Альметьевск): проведя тендер среди поставщиков оборудования, руководители предприятия предпочли компанию СОЛВЕР - единственную из участников конкурса, предоставившую технико-экономическое обоснование предложенных решений. В результате был инициирован экспериментальный проект, в рамках которого был разработан экспериментальный прототип системы автоматизированной подготовки производства 10-ти выбранных специалистами завода деталей.
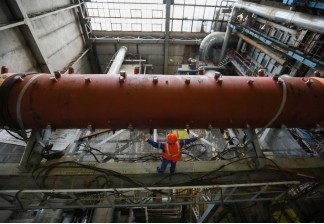
Эффективность производства зависит от качества его подготовки
В качестве САПР для проектирования моделей деталей-представителей в рамках проекта применялся программный комплекс Pro/ENGINEER, позволяющий осуществить сквозной цикл подготовки изделия к производству: конструкторское проектирование - технологическое проектирование - инженерный анализ - разработка управляющих программ (УП). Применение единого программного средства на стадии подготовки изделия к производству позволило обеспечить гарантированную целостность геометрии моделей изделий при переходе между этапами разработки, а сквозной параллельный процесс проектирования - значительное сокращение цикла "проектирование - производство".
Разработку УП можно успешно выполнить средствами Pro/ENGINEER, однако для сложных токарных станков люнетного типа (Swiss Type), а также для станков с многоинструментальной и многоосевой обработкой специалисты СОЛВЕР применяют программный комплекс PartMaker*, в котором и были разработаны все УП в рамках проекта. Необходимо отметить, что многие функции программирования в этом ПО выполняются в автоматическом режиме. Это касается синхронизации работы шпинделей, инструментальных головок и платформ (что полностью исключает их случайное столкновение), расчета рабочих подач, скоростей резания и рабочих циклов и т.п.
Отладка УП традиционными методами - процесс долгий, трудоемкий и связан с использованием труда высококвалифицированных специалистов и станочного времени. Кроме того, не обнаруженные вовремя ошибки программирования грозят поломкой дорогостоящего оборудования, оснастки, режущего инструмента и порчей заготовок. В PartMaker можно также осуществлять проверку и оптимизацию УП. Максимально реалистичная визуализация процесса обработки с динамическим удалением материала позволят легко и своевременно обнаруживать ошибки программирования. Стоит отметить, что PartMaker полностью совместим с Pro/ENGINEER, позволяет корректно использовать данные из него и был рекомендован заказчику для разработки УП для участка токарных станков.
Для изготовления выбранных заказчиком вначале проекта деталей-представителей были предложены многофункциональные токарные центры Nakamura-Tome STW-40 (Япония), позволяющие выполнить их полную обработку с одного установа. Однако в ходе выполнения проекта предприятие скорректировало техническое задание, почти полностью изменив номенклатуру деталей-представителей (теперь их стало 14), а также требования к их обработке - стала необходима запрессовка втулок в одну из них, а также финишная обработка деталей. Кроме того, предприятие просило рассмотреть возможность автоматизированной загрузки/выгрузки деталей.
В своей работе специалисты СОЛВЕР руководствуются правилом: предлагаемые решения должны максимально соответствовать потребностям заказчика и оптимально решать его производственные задачи. Поэтому новые пожелания "АЛНАС" были полностью учтены при выполнении проекта: были вновь смоделированы детали-представители, разработаны технологии их изготовления, созданы новые управляющие программы для станков с ЧПУ. На фото приведены модели некоторых деталей-представителей, нижнее из которых демонстрирует деталь с запрессованной втулкой. В связи с новыми требованиями была предложена и другая модель станка. Теперь это стал Super NTX-W той же компании Nakamura-Tome - современнейший многофункциональный токарно-фрезерный центр пятого поколения. Этот "умный" станок оснащен двумя токарными шпинделями, двумя револьверными головками, дополнительным инструментальным шпинделем и позволяет осуществлять многоинструментальную обработку с одновременным управлением по 11-ти осям.
Как раз широкие технологические возможности этого станка оптимально соответствовали требованиям заказчика, позволяя среди прочего выполнять запрессовку втулок при помощи револьверной головки или фрезерного шпинделя (для этого используется функция контроля нагрузки, заложенная в стандартные возможности станка), а также финишную обработку деталей (благодаря высоким характеристикам по точности обработки).
Для автоматизированной загрузки заготовок и выгрузки готовых деталей Super NTX могут быть оснащены портальным загрузчиком или роботом. Однако после детальной проработки этого вопроса в качестве более экономичного решения специалисты СОЛВЕР предложили осуществлять загрузку/выгрузку деталей в полуавтоматическом режиме, используя все те же широкие возможности самого станка. Для этого было решено задействовать свободные позиции револьверных головок: одну для загрузки заготовки, другую для выгрузки готовой детали.
Согласно регламенту проведения экспериментальных проектов СОЛВЕР завершает их расчетом основных экономических показателей, для того чтобы предприятие смогло до начала закупок оборудования оценить экономическую эффективность их внедрения.
Анализ результатов проекта показал, что при осуществлении технического перевооружения предприятия экономически оправдано делать ставку именно на наиболее современное и высокотехнологичное оборудование. Так, многофункциональность станков Super NTX, высокая степень их автоматизации, а также высокая и стабильная точность обработки позволили максимально сконцентрировать технологические операции в рамках возможностей одного станка, обеспечить непрерывную работу с минимальным участием человека, экономию за счет более рационального использования рабочей силы и производственных площадей.
Итоги проекта, а также системность и комплексность подходов к решению проблем предприятия, продемонстрированные специалистами СОЛВЕР, полностью удовлетворили руководство "АЛНАС", вследствие чего предприятие заключило договор с компанией СОЛВЕР на поставку нескольких станков Super NTX. Стоит отметить, что впоследствии при приемке станки были испытаны на заводе Nakamura-Tome в Японии изготовлением двух деталей из номенклатуры "АЛНАС", что еще раз подтвердило - предприятие выбрало партнеров с самым серьезным отношением к своим обязательствам.
После экспериментального проекта компанией СОЛВЕР была выполнена поставка оборудования, инструмента и ПО, а затем их внедрение в производство "АЛНАС". Проект внедрения системы автоматизированной подготовки производства и производства на основе токарно-фрезерных станков Nakamura-Tome Super NTX-W и программного обеспечения PartMaker длился 5 месяцев. Деталями-представителями были те 14 деталей, которые предприятие выдвигало в качестве объектов экспериментального проектирования.
Если на этапе экспериментального проекта большая часть работы по конструкторско-технологической подготовке была выполнена специалистами СОЛВЕР, то на этапе внедрения свой профессионализм проявили специалисты "АЛНАС". Их осознанная готовность к принятию новых технологий и способность к обучению работе на новом оборудовании и с новыми программными средствами позволили воплотить задуманное. Обучение и сертификация специалистов "АЛНАС" (среди них были операторы, наладчики станков с ЧПУ, а также инженеры-технологи) также осуществлялись специалистами СОЛВЕР, что соответствует принципам комплексной работы компании с заказчиками. К завершению проекта специалисты "АЛНАС" были готовы к самостоятельной работе: так, для двух последних (по очередности внедрения) деталей управляющие программы были написаны технологами-программистами предприятия без участия консультантов СОЛВЕР.
Как отмечалось ранее, целью проекта было внедрение системы подготовки производства и самого производства, решающей конкретную, но локальную производственную проблему - изготовление определенной группы деталей. Однако его выполнение и полученные результаты дают основание для дальнейшего развития достигнутого успеха. И вот почему. В рамках проекта специалистами СОЛВЕР была создана нормативная база подготовки и внедрения обработки деталей-представителей, позволяющая достоверно планировать время на технологическую подготовку производства аналогичных деталей, а также оценивать время их освоения и изготовления в производстве. Причем планируемое время изготовления этих деталей оценивается с учетом отношения габаритов детали-представителя к их габаритам: время изготовления детали-представителя делится на указанное отношение, и получается планируемое время изготовления аналогичной детали. Нормативная база является важнейшим элементом созданного действующего прототипа автоматизированного производства, поскольку служит основой для развития этого прототипа в масштабе всего предприятия. Разработка и передача такой базы заказчику является уникальной особенностью проектов от компании СОЛВЕР.
Другой отличительной особенностью работы СОЛВЕР является то, что на основании набранных статистических данных по результатам проектов внедрения компания предоставляет нормы расхода режущего инструмента для обработки деталей-представителей. Эти данные включают в себя анализ потребности режущего инструмента на заданную программу выпуска, что позволяет с достаточной точностью прогнозировать перспективы его закупок.
Результаты выполненного проекта внедрения показали, что прогнозируемые на этапе экспериментального проектирования технико-экономические показатели эффективности внедряемых решений были в целом достигнуты. Некоторые расхождения были вызваны корректировкой отдельных параметров технического задания на проект внедрения со стороны предприятия, что вполне объясняется спецификой "живой" работы предприятия и поставщика. Ориентированность на решение реальных производственных задач и максимальный учет пожеланий и требований предприятия-заказчика также является отличительной особенностью подходов компании СОЛВЕР. Поэтому специалисты компании оперативно отреагировали на возникшие изменения, не потеряв стратегических целей.
Расчеты по итогам проекта внедрения программного комплекса PartMaker и токарно-фрезерных центров Nakamura-Tome Super NTX-W дали следующие основные показатели:
- сокращение циклов производства - в 5,2 раза;
- сокращение затрат на производство - более чем на 27 650 000 рублей;
- высвобождение механообрабатывающего оборудования в количестве 25 единиц;
- решение проблемы дефицита основных рабочих - на 38 человек;
- экономия по зарплате основных рабочих - более чем 6 400 000 рублей;
- срок окупаемости капитальных вложений - 4 года 2 месяца.
Кроме того, экономия, полученная в "АЛНАС" за счет сокращения расчетной продолжительности внедрения специалистами предприятия до фактически достигнутого периода внедрения по методике и с участием СОЛВЕР (т.е. с 12 до 5 месяцев), составила 9 224 000 руб.