Типовое решение «ИТРП:Процессное производство 8» ERP-класса, разработанное специалистами компании ИТРП на платформе «1С:Предприятие 8», является концентрацией практики большого количества реально выполненных компанией проектов автоматизации с 1999 г. (на правах рекламы).
Автор: Лисин Николай Геннадьевич, ООО «Институт типовых решений – Производство» (ИТРП)
Решение содержит практически востребованный функционал, большое количество сервисов, упрощающих внедрение, сопровождение и обновления при наличии доработок. Обладает высокой гибкостью и адаптируемостью к разным предприятиям и отраслям. Решение постоянно развивается благодаря растущему опыту реально выполненных проектов.
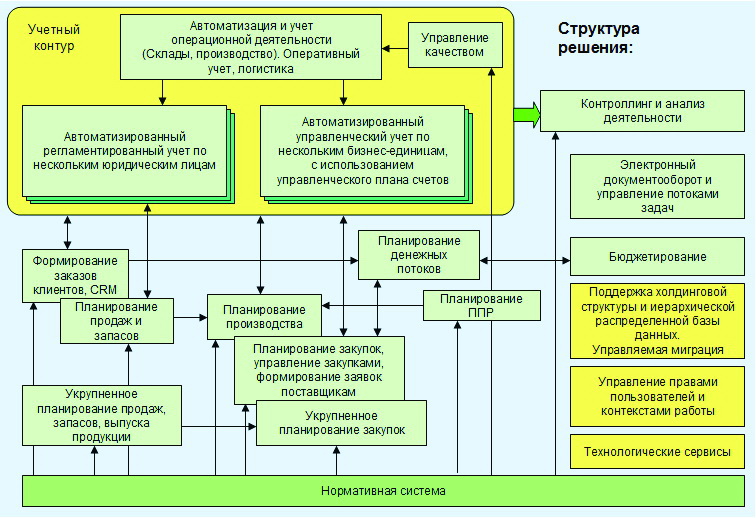
Рис. 1. Структура решение «ИТРП:Процессное производство 8»
С методологической точки зрения эффективно решена задача управления производством. В решении реализована система поцехового сменно-суточного планирования – основанная на реальной практике, с оптимизацией переналадок и элементами APS-алгоритмов, в том числе обеспечивающая нормирование, планирование и учет по состояниям обработки изделий (заходам, этапам). Расчет фактического маржинального дохода осуществляется с учетом переменных коммерческих расходов, в т.ч. реализован расчет и хранение «в остатках» покомпонентной себестоимости продукции в разрезе элементов переменных затрат.
Существует возможность многофирменного управленческого учета, ведения управленческого баланса «от первичного документа». Реализуются произвольные схемы «Интеркомпани», не ограниченные типовым функционалом. В решении обеспечивается опциональная настройка правил миграции данных для операционных холдингов.
Решена проблема дуализма между оперативным и финансовым учетом (управленческим, регламентированным) на крупных предприятиях. Логика системы выстроена от учета нижнего уровня – оперативного, на базе которого формируются данные регламентированного и управленческого учета. В системе применен механизм «Проекций» документов – проекций данных оперативного учета на финансовую плоскость.
Важным преимуществом системы является возможность ведения учета товарно-материальных ценностей (ТМЦ) одновременно в двух единицах измерения (два независимых количества в регистрах учета), возможность ведения учета в разрезе ячеек склада и единиц таромест (упаковок). Существуют этапы согласования жизненного цикла любого объекта в системе. Также система обладает функциями бюджетирования (любые формы, любые аналитики, любое количество фирм, «матричный» ввод бюджетов и многое другое).
С технологической точки зрения кастомизацию решения можно выполнить на внешних обработках (в том числе вся специфика клиентских задач, сервисы бизнес-процессов, дополнительные интерфейсы и формы объектов), что позволяет сохранить поддержку ядра системы от производителя. В системе ведется фиксация информации об ошибках пользователя в базе данных и их анализ. Разработаны индивидуальные меню и формы объектов для пользователей. Настройка прав доступа осуществляется без программирования, в режиме «1С:Предприятие».
Высокая гибкость подсистемы планирования производства позволяет использовать ее в режиме наиболее близком к специфике предприятия без дополнительных доработок от простого расчета сменно-суточной потребности по переделам (MRP-алгоритм) до использования основных принципов теории ограничений (ТОС), расчета загрузки рабочих центров с элементами APS-алгоритмов, с использованием эвристических методов.
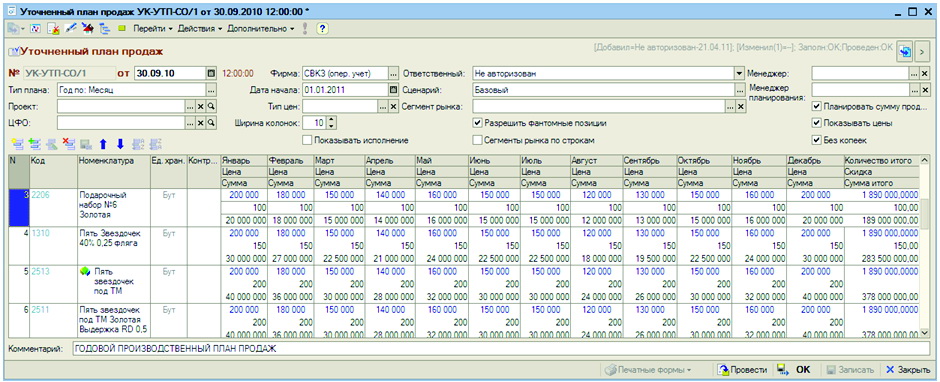
Рис.2. Пример уточненного плана производства
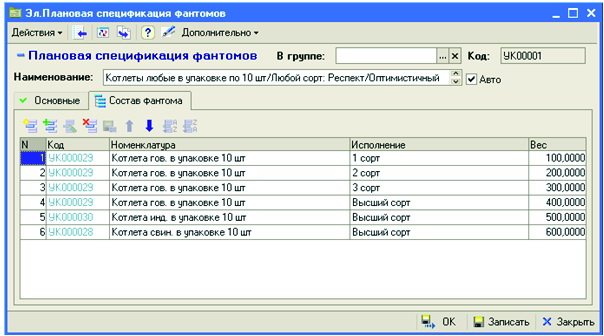
Рис. 3. Фантомные позиции в плане
Формирование итоговой потребности независимого спроса выполняется согласно открытым заказам и уточненному (прогнозному) плану производства. При этом механизм действия системы планирования следующий: в периоде планирования выделяется «замороженная зона», заказы в которой не корректируются. Замороженная зона фиксируется отдельным документом «Главный календарный план производства» (ГКПП, MPS). Вне замороженной зоны заказы вытесняют прогнозный (уточненный) план производства.
ГКПП обеспечивает следующие функциональные возможности: ведение ГКПП на отдельное производство (завод, центр планирования); передача потребностей между предприятиями входящими в холдинг, между производствами входящими в предприятие; формирование отдельного ГКПП на типовые комплектующие под финальную сборку; дополнительные ГКПП поверх уже утвержденного плана; детализация фантомов в ГКПП и ведение отдельного ГКПП на логистические узлы.
В качестве источника исходных данных используется график выпуска продукции по заказам и главному календарному плану производства. Также используется следующая нормативная информация: техпроцессы (спецификации) и расцеховки-маршруты (одновременно могут действовать несколько альтернативных техпроцессов); по одному техпроцессу несколько РЦ с разной производительностью; рабочие центры и их настройки, в т.ч. доступный фонд времени РЦ, связи между ними; времена переналадки при переходе между техпроцессами; страховые заделы по времени и по запасу полуфабриката/материала и прочее. Важно, что столь подробные настройки необязательны, их можно задавать только для РЦ, являющихся узкими местами производства для оптимизации расписания.
В качестве результата сменно-суточного планирования для каждой смены и участка (цеха) рассчитывается:
При формировании графика производства учитывается ряд важных факторов. Входящие остатки исходных компонент на цеховых кладовых каждого участка (цеха) и дополнительных «питающих» складах, в одном сквозном расчете графика по всем переделам/участкам. Учитывается «кольцевой» характер производственных потоков – несколько заходов изделия в один цех (участок) по этапам обработки. Поддерживается страховой задел любого компонента.
Также учитываются минимальные и кратные партии, лишний выпуск при погашении последующих потребностей, вт.ч. множественность выхода по спецификациям разделки.
В ходе планирования применяются два различных алгоритма расчета расписаний циклических и потоковых рабочих центров (РЦ):
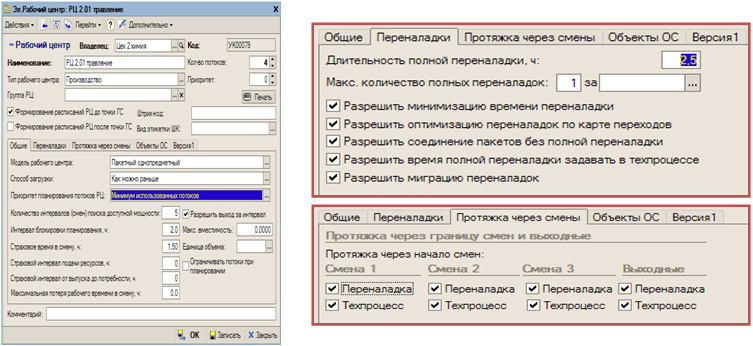
Рис. 4. Тонкая настройка Рабочего центра
При формировании графика производства рассчитываются посменные потребности в разрезе заказов клиентов, номенклатуры продукции и заказных конфигураций продукции. Оценивается потребность в компонентах (полуфабрикатах, материалах), во времени работы персонала по профессиям, разрядам, во времени работы оснастки пономенклатурно, во времени работы РЦ, последовательность запуска техпроцессов в смену на каждом РЦ. Все потребности, выпуски, загрузки РЦ рассчитываются (при необходимости) в разрезе заказов клиентов, номенклатуры конечной продукции (исполнений, заказных конфигураций) и дат выпуска, что позволяет быстро определить заказ или дату выпуска/номенклатуру. В любом распланированном техпроцессе, на любом переделе видны уникальные свойства конечной заказанной продукции через «конфигурацию» номенклатуры.
В качестве визуального отчета о результатах планирования используется диаграмма Ганта. Работы в графике можно перемещать вручную, тем самым цех может скорректировать рассчитанный график. Например, переместить невыполненное задание по графику на завтра. Перепланирование от текущей даты учитывает скорректированный график.
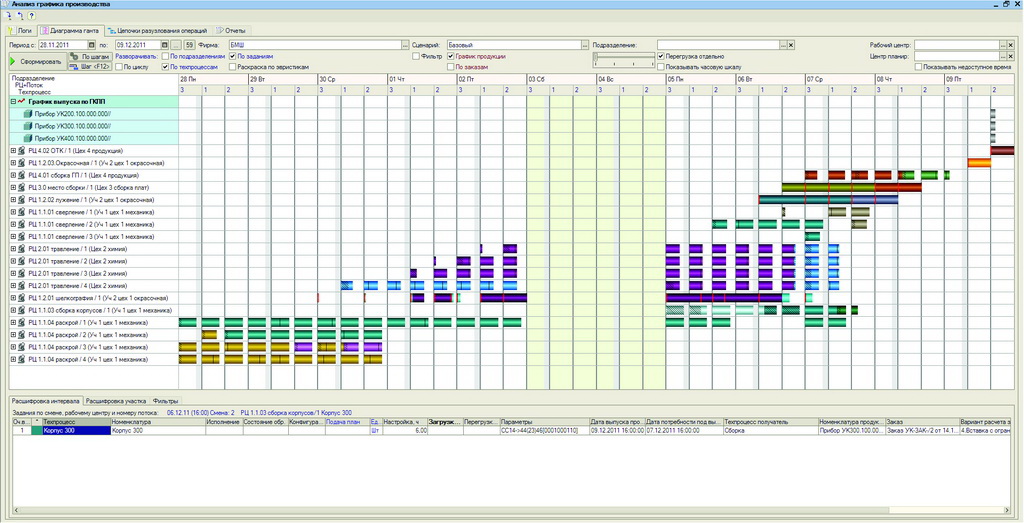
Рис. 5. Диаграмма Ганта
Задача данной функции: при приемке заказа от клиента сообщить ему самую раннюю дату возможного выполнения заказа. Для этого требуется таким образом распланировать заказ в производстве, чтобы дата отгрузки по заказу «встала» на самую раннюю возможную дату (с учетом производственных мощностей) к которой можно выполнить заказ. Эта дата сообщается клиенту и фиксируется в заказе.
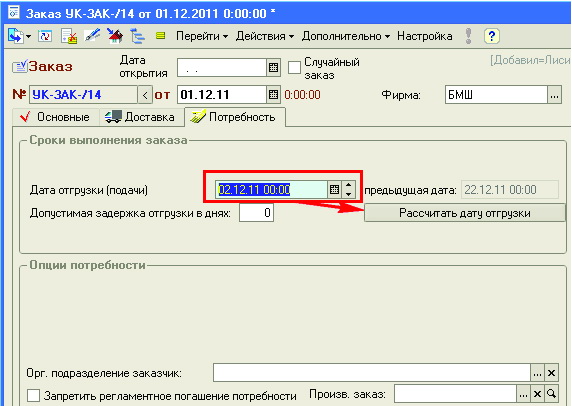
Рис. 6. Расчет даты ATP
 Компания «Институт типовых решений – Производство» (ИТРП) специализируется на разработке и внедрении систем управления производственными предприятиями на платформе «1С:Предприятие 8»
Компания «Институт типовых решений – Производство» (ИТРП) специализируется на разработке и внедрении систем управления производственными предприятиями на платформе «1С:Предприятие 8»
Компания ИТРП является дочерним предприятием фирмы «1С», имеет статус «1С:Франчайзи». В 2004 году эксперты компании ИТРП приняли ведущее участие в разработке решения фирмы 1С «Управление производственным предприятием». В 2005 году система менеджмента качества компании была сертифицирована по международному стандарту ISO 9001:2000. С 2007 по 2011 гг. было выпущено несколько новых типовых решений на платформе «1С:Предприятие 8».
Клиентами компании являются более 1000 производственных предприятий на территории СНГ и стран Балтии, а ее партнерская сеть насчитывает свыше 150 организаций в России и ближнем зарубежье. ООО «ИТРП» предлагает услуги и тиражные комплексные решения ERP-класса для автоматизации учета и управления на производственных предприятиях различных отраслей.












