В статье рассматривается методика автоматизированного «вытягивающего» планирования, реализуемая средствами системы Галактика ERP. Предлагаемое решение может применяться на машиностроительных предприятиях с серийным типом производства при длительности производственного цикла в пределах одного месяца, для которых вопрос загрузки производственных мощностей не является актуальным
Шатохин И.В., к.т.н., ведущий эксперт Корпорации «Галактика»
Шелкоплясов С.Б., зам. начальника департамента внедрения Корпорации «Галактика»
В статье рассматривается методика автоматизированного «вытягивающего» планирования, реализуемая средствами системы Галактика ERP. Предлагаемое решение может применяться на машиностроительных предприятиях с серийным типом производства при длительности производственного цикла в пределах одного месяца, для которых вопрос загрузки производственных мощностей не является актуальным.
Рассмотренная методика была реализована в рамках проекта автоматизации процесса управления производством на УП «Белкоммунмаш» (г.Минск).
Исходными данными для планирования являются маршрутные карты (или производственные спецификации) и основной план производства готовой продукции на месяц. Специфика плана производства состоит в том, что в нем задается:
Планирование ведется в разрезе заказов (шифров затрат), в качестве которых выступают линейки готовой продукции.
ПЛАН производства
на ноябрь 2010г.
|
Готовая продукция |
Заказ (шифр затрат) |
Твердые «заказы» |
Страховой задел |
Суммарный объем |
|
Изделие мод. 234571 |
1320 |
10 шт. |
2 шт. |
12 шт. |
|
Изделие мод. 56770 |
1320 |
15 шт. |
3 шт. |
18 шт. |
|
Изделие мод. 456791 |
2300 |
5 шт. |
1 шт. |
6 шт. |
План формируется без учета переходящего «недодела» предыдущего месяца. Объем страхового задела определяется службами планирования сбыта и производства эмпирическим путем на основании анализа трендов продаж.
Для основных сборочных цехов план рассчитывается исходя из объемов «твердых» заказов, а для агрегатных и деталеделательных цехов по суммарному объему готовой продукции. Подобный подход обеспечивает возможность оперативного реагирования на увеличение потребительского спроса.
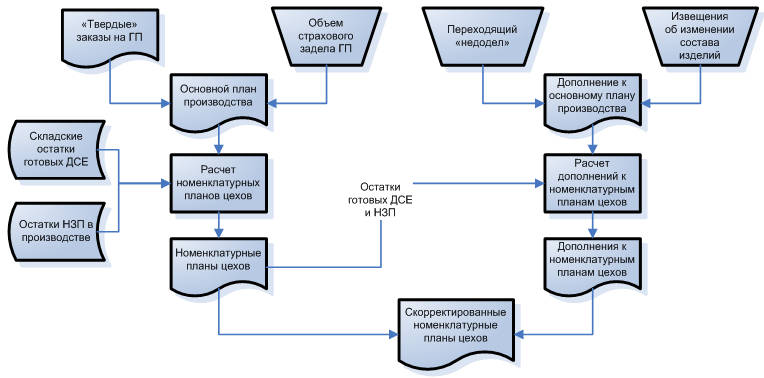
Полученные в результате цеховые планы представляют собой симбиоз номенклатурного плана и плана получения деталей и сборочных единиц (ДСЕ) из цехов-смежников (см. Рисунок 2).
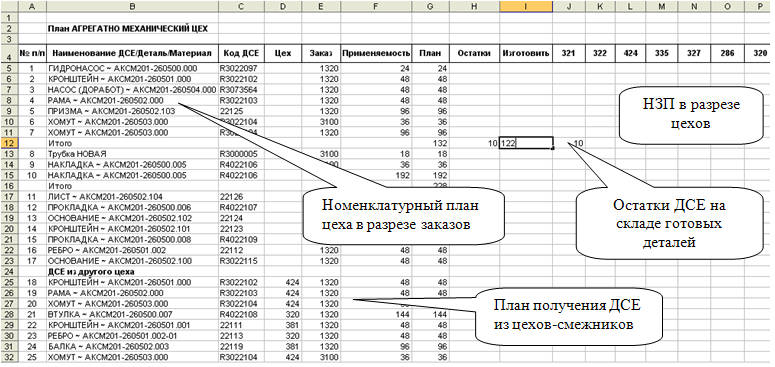
Расчет плана производится с учетом наличия ДСЕ на складах готовых деталей (см. например, подразделение №321 на рис.1) и объемов незавершенного производства (НЗП) в цехах-поставщиках.
Объемы запуска и выпуска ДСЕ для цехов определяются по следующим правилам:
Запуск = План – Остатки – НЗП,
Выпуск = План – Остатки.
Данные об остатках и НЗП предоставляются подсистемой автоматизированного учета складских запасов и движения предметов производства.
Планирование переходящего «недодела» (см. Рисунок 1) производится путем создания дополнения к основному плану производства, который включает в себя «переходящие» ДСЕ.
Далее процесс корректировки планов идет по следующей схеме:
Корректировка запуска/выпуска ДСЕ производится по правилам:
Запуск = (План + Дополнительный план) – (Остатки из основного плана + НЗП из основного плана),
Выпуск = (План + Дополнительный план) – (Остатки из основного плана).
Номенклатура ДСЕ, которая должна быть включена в дополнительный план производства, определяется производственно-диспетчерским отделом. Посредством использования механизма дополнительных планов производится планирование производства и тех ДСЕ, которые вводятся по извещениям об изменении составов изделий, выпускаемых конструктоско-технологической службой.
Практически формирование дополнительных планов и пересчет номенклатурных цеховых планов может производиться ежедневно, что позволяет оперативно учесть текущую производственную ситуацию.












