Очевидные преимущества вытягивающего производства перед выталкивающим отрицать на сегодняшний день сложно. Но столь масштабная реорганизация – нелегкое дело, требующее много времени, сил и мастерства. Для компании Bosch эта задача стала частью масштабной стратегии по модернизации своей производственной системы, рассчитанной на 2006-2012 гг.
Реализацию стратегии можно разбить на три основных этапа.
Шаг первый. Создать эффект вытягивания, регулируемый уровнем потребления, при помощи системы канбан: супермаркеты.
Процесс, задающий ритм, разъединен с процессом, находящимся выше по производственной цепочке (рис. 1)

Данный принцип крайне важен для создания вытягивающего производства, поскольку позволяет поддерживать последовательность производственных процессов и регулировать объемы запасов материалов или комплектующих. При нем деталь или продукт, поступившие на хранение или в обработку первыми, первыми выходят из процесса. Принцип очереди не допускает задержки деталей на одном этапе или порчи материалов из-за долгого хранения.
Система супермаркетов была предложена еще во времена зарождения Лин-философии основателем производственной системы Toyota Тайити Оно, предложившим организовать запас материалов на производстве по принципу обыкновенных супермаркетов: в минимально необходимом, но постоянно возобновляющемся количестве. Причем для своевременного обновления запасов супермаркеты располагаются в непосредственной близости к процессу-поставщику, что дает ему возможность видеть, когда и как часто материал забирает процесс-потребитель. А сигналом для обновления служит карточка канбан или пустая тара.
Организация подобных супермаркетов запасов по всей производственной цепочке позволяет разгрузить склады от излишних запасов и гибко реагировать на изменения спроса.
При такой системе ритм производственному процессу задает поступивший заказ. Минимальная часть готовой продукции, как правило, уже хранится в супермаркете, расположенном в конце производственной цепочки, а опустошение тары служит сигналом вышестоящему процессу о необходимости пополнения запасов и запускает производство. Объем запасов в супермаркете зависит от количества материала, потребленного задающим ритм процессом в течение времени, необходимого процессу, находящемуся выше по цепочке, на возобновление запасов.
Следует учесть, что на супермаркет влияют и другие факторы – как со стороны процесса-поставщика, так и со стороны процесса-потребителя.
Факторы поставщика:
Факторы потребителя:
Шаг второй. Создать эффект вытягивания, регулируемый синхронным производством с организацией буферного запаса (рис. 2)

Необходимое количество продукции производится и поставляется в нужной последовательности и в нужное время:
В процессе модернизации производства всегда возникают препятствия, поскольку задача непрерывного совершенствования заключается именно в том, чтобы выявить все элементы производственной системы, которые негативно влияют на эффективность производства, сделать их видимыми и устранить. Предприятию часто придется останавливать линию и решать возникающие в процессе работы новые и новые трудности. Однако стремление компании к совершенству не должно реализовываться за счет потребителя.
Создание буферного запаса на первых этапах перехода к вытягивающему производству страхуют компанию от простоев и задержек, позволяя в случае сбоев или краткосрочного повышения спроса удовлетворить потребности клиента.
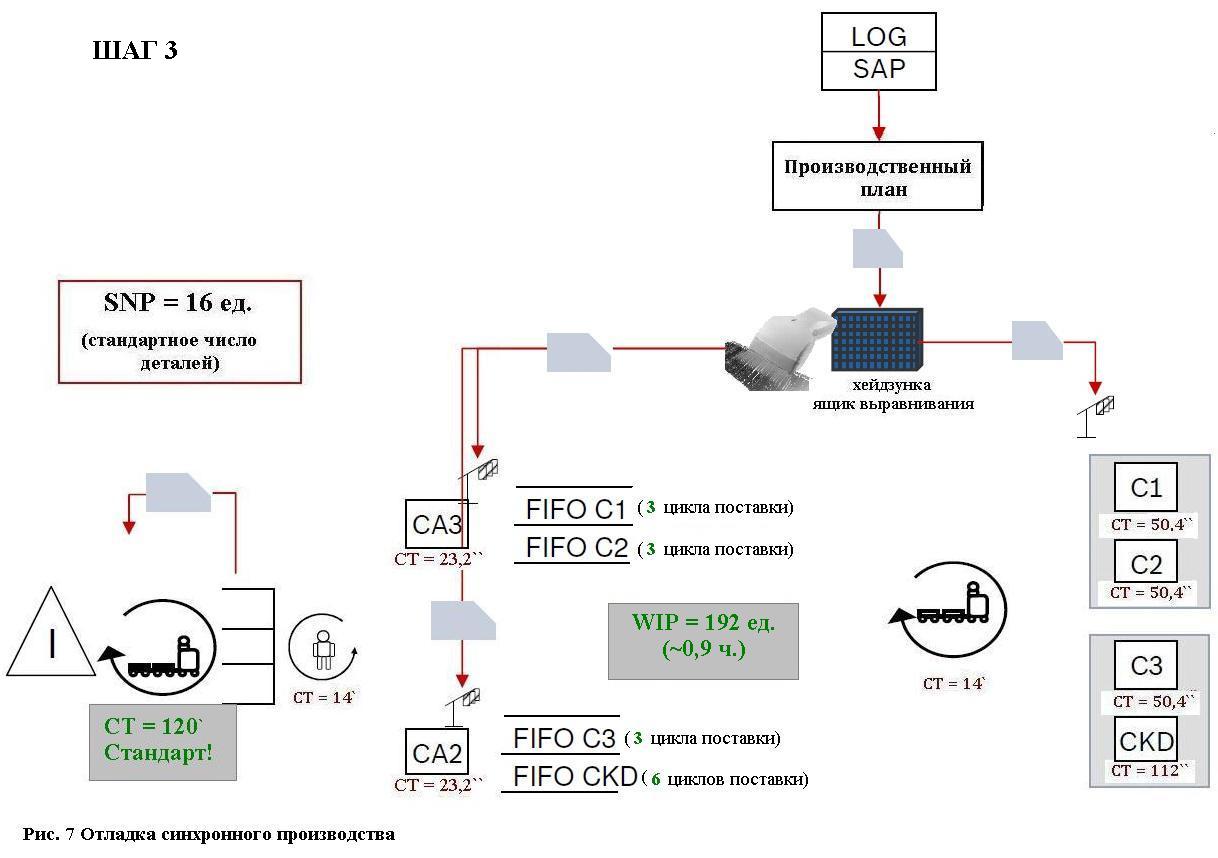
Шаг третий. Создать эффект вытягивания, регулируемый синхронным производством (рис. 3)
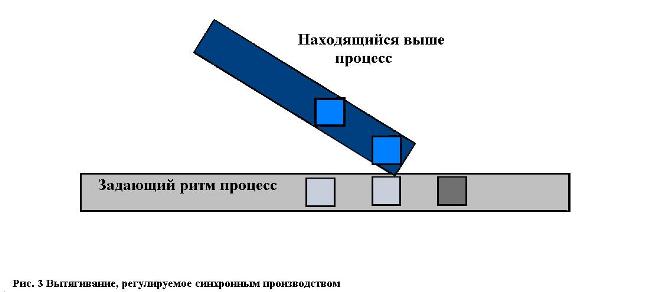
Необходимое количество продукции производится и поставляется в нужной последовательности и в нужное время.
Диаграмма «рыбий скелет», или по имени создателя – диаграмма Исикавы, позволяет наглядно отобразить состояние производственного процесса, где отдельные второстепенные процессы встраиваются в ключевой процесс в строго определенном месте по принципу костей, присоединяющихся к позвоночнику рыбы. У каждого иерархического уровня в свою очередь имеются свои подразделения и ответвления. При грамотной организации такая схема позволяет отслеживать как отдельные этапы производственного цикла, определяя связи между сегментами, так и функционирование всего предприятия в целом.
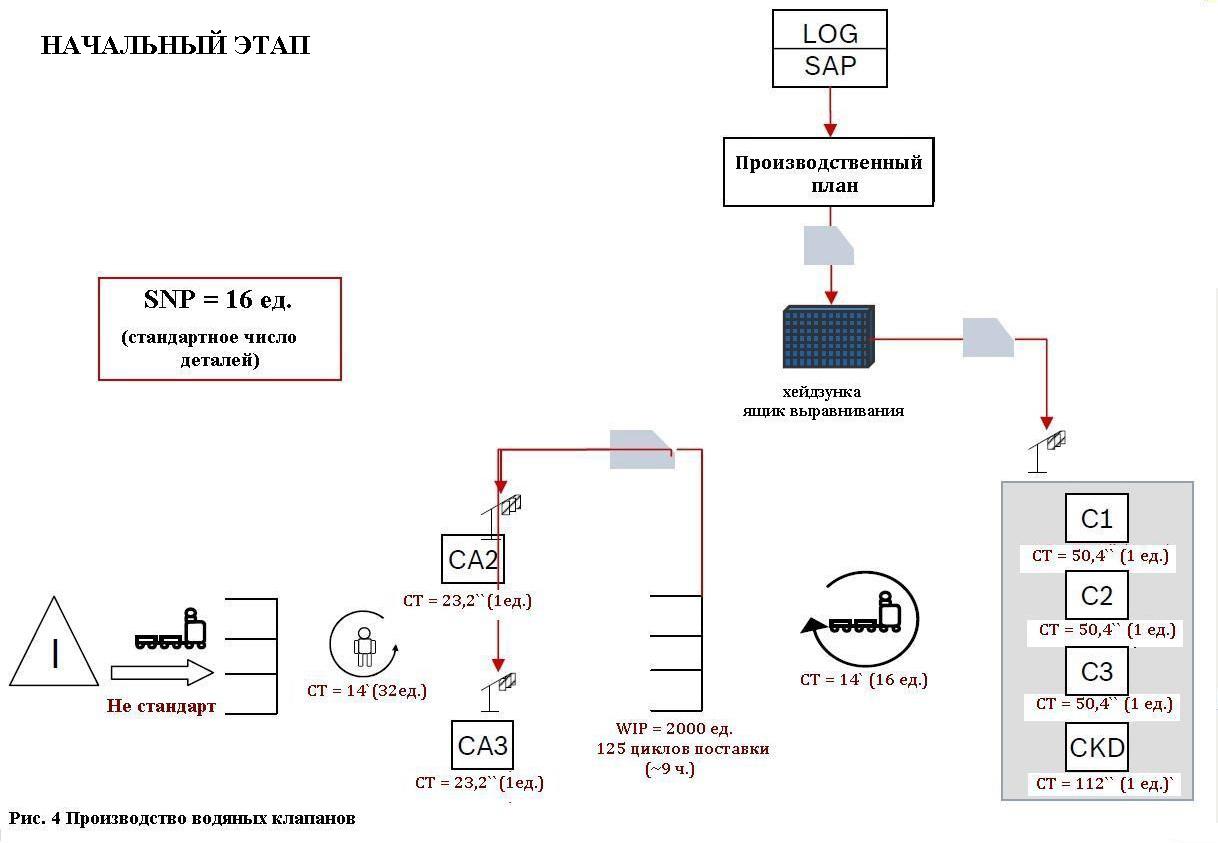
Продемонстрируем внедрение вытягивающей системы в компании Bosch на примере производства компактных водяных клапанов (рис. 4):
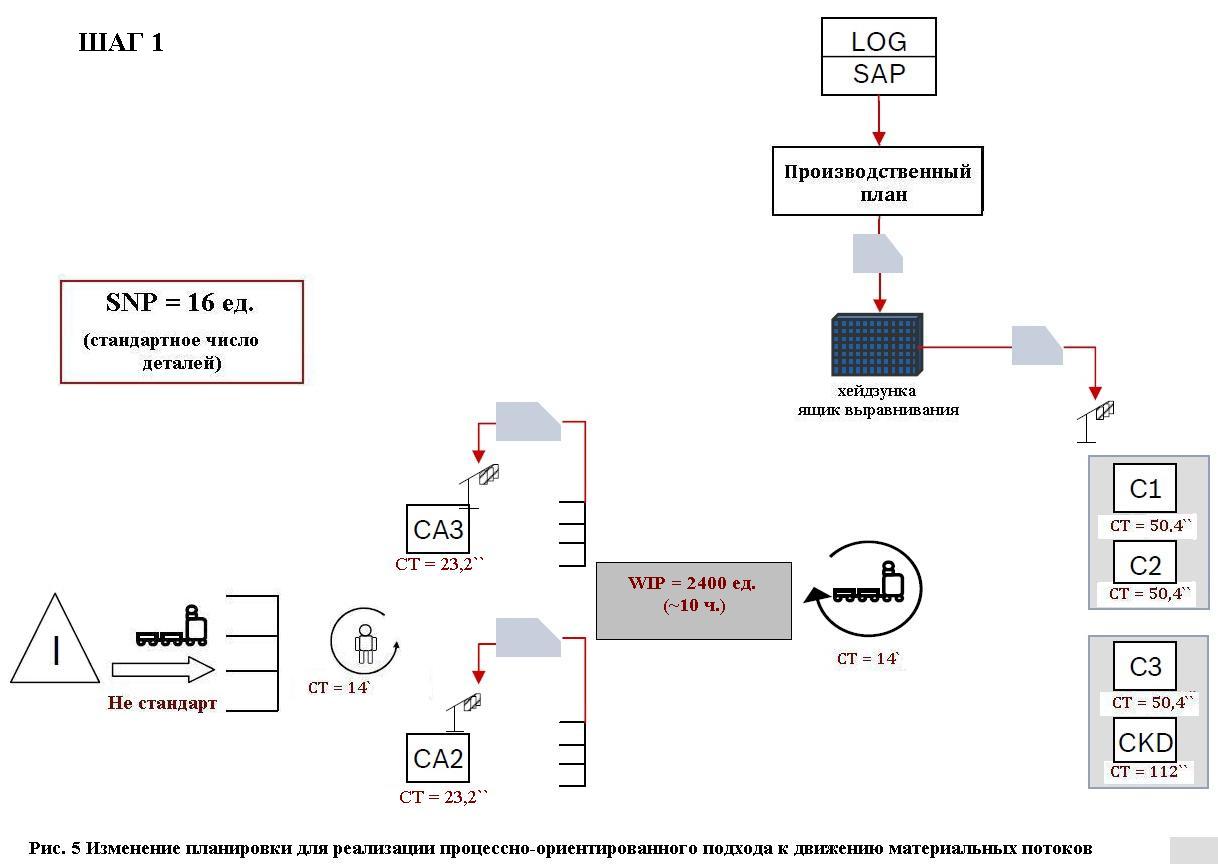
Шаг 1 – изменение планировки для реализации процессно-ориентированного подхода к движению материальных потоков (рис. 5);
Шаг 2 – изменение планировки для реализации процессно-ориентированного подхода к движению материальных потоков и синхронизации производства (рис. 6);

Шаг 3 – отладка синхронного производства (рис. 7).
На основании выработанной и частично реализованной стратегии можно сделать некоторые выводы, которые будет полезно принять во внимание руководителям, планирующим переход к вытягивающей системе производства.
Ключом к синхронизации производственных процессов является быстрый обмен информацией, своевременная реакция на сигнал о необходимости пополнения наличных запасов. Это позволяет сократить их объемы, сэкономить время и ресурсы.
В синхронизированном вытягивающем производстве нет места ошибкам – они обходятся очень дорого. В исключении ошибок при производстве помогают методы «пока-ёка» – набор специальных средств или техник, защищающих от очевидно ошибочных действий, вызванных человеческим фактором. Причем крайне важно обеспечивать не только высокое качество продукта или компонента, но и гарантировать то, что он движется по потоку строго в необходимой последовательности. Иначе эта ошибка приведет к сбою на всей производственной цепочке.
IT-системы на производстве не должны быть просто данью современной эпохе; они должны выполнять роль зеркала – отражать каждый шаг производственного процесса, все, что происходит в гембе, где осуществляется работа по созданию ценности.
Система транспортировки должна быть безупречна, чтобы обеспечивать движение потока материальных ресурсов строго в определенном направлении и темпе.
Стандартное число деталей должно применяться на всем протяжении потока создания ценности.
Первые шаги и впечатления зачастую разочаровывают, поскольку всплывают все ранее незаметные проблемы производства. Однако это нормальное явление. При появлении проблемы ее нужно решать сразу, даже если это означает замедление или полную остановку производства. Лишь постоянное совершенствование и приоритет качества позволят вывести производство на новый уровень. Одним из основных факторов успеха является готовность неуклонно, шаг за шагом, достигать своих целей.
В дело совершенствования должны быть вовлечены все сотрудники. Они должны понимать, как и для чего функционирует система, и быть готовыми к непредвиденным сценариям развития событий.
И один из самых главных выводов, о котором очень часто забывают: концепция «точно в срок», вытягивающее производство, стандартизация процессов – это лишь средства повышения эффективности предприятия, а не цель. Процесс совершенствования бесконечен.
Подготовила Наталья Коношенко
Источник: Bosch Production System. Lean Logistics Implementation in TTPO – Cristina Jorge, Bosch Termotecnologia SA, 2008