Какой набор методик выбирает ArcelorMittal, крупнейшая металлургическая компания мира, мы рассмотрим в этой статье из архива альманаха «Управление производством».
Вопросами повышения эффективности задается каждое предприятие, и каждое может предложить свой «рецепт». Универсальных методик нет, потому самые перспективные компании опираются широкий спектр методик, понимая, что только системная и всесторонняя работа по повышению эффективности принесет свои плоды. Какой набор методик выбирает ArcelorMittal, крупнейшая металлургическая компания мира, мы рассмотрим в этой статье из архива альманаха «Управление производством».
Все самое интересное и уникальное мы публикуем в альманахе «Управление производством». 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
 Развитие сталелитейной промышленности напрямую зависит спроса на сталь, который отличается частой цикличностью. В конце 1990-х – начале 2000-х спрос заметно упал, и цена достигла рекордно низких отметок. Предприятия отрасли оказались в непростых условиях и были вынуждены сосредоточить свои усилия на урезании расходов, сокращении потерь, оптимизации персонала; был введен режим строжайшей экономии. Это было время серьезной встряски для отрасли, которая привела к банкротству одних предприятий и консолидации других. Именно в это время на арену международного рынка вышла ArcelorMittal, которой было суждено превратиться в крупнейшую металлургическую компанию мира.
Развитие сталелитейной промышленности напрямую зависит спроса на сталь, который отличается частой цикличностью. В конце 1990-х – начале 2000-х спрос заметно упал, и цена достигла рекордно низких отметок. Предприятия отрасли оказались в непростых условиях и были вынуждены сосредоточить свои усилия на урезании расходов, сокращении потерь, оптимизации персонала; был введен режим строжайшей экономии. Это было время серьезной встряски для отрасли, которая привела к банкротству одних предприятий и консолидации других. Именно в это время на арену международного рынка вышла ArcelorMittal, которой было суждено превратиться в крупнейшую металлургическую компанию мира.
Затем наступил серьезный подъем спроса на металл, обусловленный стремительным экономическим ростом Китая; подстегнули спрос также Индия и страны Африки. Как следствие, цена на сталь взлетела, и новой задачей, на которой сфокусировались все компании отрасли, стало быстрое наращивание объемов производства. Экономический кризис 2008-2009 гг. привел к новому падению цен и практически застою в металлургической промышленности, от последствий которого некоторые компании не оправились до сих пор.
Этот короткий обзор всего лишь последних двух десятилетий наглядно демонстрирует, в каких непростых условиях оперируют металлургические компании. Если на падение спроса в 90-х компании реагировали сокращением численности персонала, то ответом на кризисные явления сегодня является работа по повышению эффективности. Этот шаг позволяет не только снизить себестоимость, но и повысить гибкость предприятия, что, как мы видим, является для металлургических компаний вопросом глобальной важности.
ArcelorMittal была образована в 2006 году путем слияния люксембургской Arcelor и индийской Mittal Steel. Сегодня это крупнейшая металлургическая компания мира, имеющая свои производства более чем в 20 странах. Она присутствует на всех ключевых отраслевых рынках – от развивающихся до зрелых – в 60 странах на четырех континентах. Компания постоянно работает над укреплением своего положения на рынке и стремится обезопасить себя на случай новых кризисов. И ответ на вызовы современного рынка она видит в достижении компанией производственного уровня мирового класса – World Class Manufacturing.
На ArcelorMittal WCM понимают как «постоянный поиск возможностей для повышения эффективности организации через устранение источников потерь и внедрение широкого спектра инструментов».
Концепция World Class Manufacturing чрезвычайно многогранна, она включает в себя оптимизацию процессов на всех уровнях – от анализа рынка, формирования стратегии и разработки продукта до закупок, отношений с поставщиками, сбыта и послепродажного сервиса. Но в рамках тематики данного Альманаха мы рассмотрим лишь такую ее сторону как обеспечение высокой эффективности оборудования.
Внедрение стандартов World Class Manufacturing на ArcelorMittal происходит по следующей схеме:
1. Решение топ-менеджмента о внедрении World Class Manufacturing
2. Проведение тренингов и обеспечение коммуникации
3. Анализ потерь и постановка целей
4. Определение зон ответственности
5. Классификация оборудования
6. Формирование плана
7. Работа по направлениям:
8. Полное развертывание
При внедрении стандартов World Class Manufacturing руководство сосредоточилось на сокращении потерь с фокусом внимания на повышении эффективности работы основного производственного оборудования. Помимо прочего были установлены современные системы учета и оценки показателей и выработаны меры для каждого производственного отдела.
ArcelorMittal использует целый спектр разных методик для повышения эффективности работы оборудования. Для получения полной картины мы рассмотрим разные заводы, разные инструменты и разные подходы, которые позволили молодой компании стать в один ряд с ведущими сталелитейными предприятиями, работающими на рынке много десятков лет.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.

Работа над повышением эффективности оборудования на ArcelorMittal осуществляется в рамках развертывания стратегии по построению производства мирового класса. Для примера рассмотрим работу на металлургическом заводе Saldanha Steel, входящем в южноафриканское подразделение компании ArcelorMittal South Africa Limited.
ArcelorMittal South Africa Limited – крупнейшая сталелитейная компания на африканском континенте, имеющая производственную способность в 7,8 млн тонн стали в год (по данным 2011 года).
Saldanha Steel – ориентированное преимущественно на экспорт предприятие, расположенное вблизи порта Салданья на юго-западном побережье ЮАР. Первый рулон горячекатаной стали был произведен здесь в 1998 году, проектная мощность составляет 1,2 млн тонн в год. Южноафриканский завод имеет очень короткую производственную цепочку: с момента, когда железная руда поступает в цех, до получения рулона стали проходит всего 16 часов. Цеха находятся очень близко друг к другу и тесно связаны, что позволяет существенно сократить объемы незавершенного производства, но в то же время заминка на одном этапе останавливает всю производственную линию.
Главным продуктом завода является горячекатаная сталь, которая экспортируется в другие африканские страны и по большей части используется для обшивки и производства труб. Численность персонала составляет 568 человек (по данным 2011 года). На данный момент производительность завода оценивается в 2100 тонн стали на одного сотрудника в год. Это весьма выдающийся результат, учитывая, что в среднем производственная мощность сталелитейных заводов находится на уровне 1000 тонн на сотрудника в год. Благодаря этому в сравнении с другими предприятиями группы ArcelorMittal себестоимость на Saldanha Steel находится на уровне ниже среднего.
Кризисные явления на рынке привели к спаду объемов производства на ArcelorMittal South Africa Ltd, основные усилия компания сфокусировала на преодолении кризиса и выходе на проектную мощность своих заводов. На предприятии Saldanha Steel ситуация оказалась еще более плачевной: завод находился на грани закрытия. Тем не менее, несмотря на не очень высокий уровень мотивации, персонал предприятия отличался квалифицированностью, многие сотрудники работали на этом заводе долгие годы и отлично знали производство. Совокупность этих факторов делала предприятие идеальным кандидатом для внедрения стандартов World Class Manufacturing.
Максимизации эффективности оборудования являлась одной из ключевых задач при преобразовании предприятия, которая решалась на первых этапах внедрения стандартов World Class Manufacturing.
Приняв решение о внедрении WCM, руководство компании решило начать с организации тренингов для своих сотрудников. При помощи консультантов из самых квалифицированных и деятельных сотрудников были подготовлены внутренние тренеры, на которых легла ответственность за обучение высшего управленческого звена. Руководство принимало участие в обучении менеджеров, которые впоследствии обучали рядовых сотрудников. Такой подход гарантирует вовлеченность высшего руководства, что для рядовых сотрудников служит источником мотивации и лучшим подтверждением серьезности новой стратегии развития. Несмотря на все усилия, мотивация персонала оставляла желать лучшего – была необходима трансформации внутренней культуры предприятия.
Основную работу взяли на себя инструкторы и консультанты. Поняв, что без серьезной подготовительной работы модернизация предприятия не пройдет, они запустили тренинговую программу по управлению изменениями, которая должна была облегчить переход к World Class Manufacturing. Кампания завершилась невероятным успехом, особенно с учетом того, что инструкторы раньше не проводили тренинги по этой теме. Отчасти успех объясняется тем, что тренеры работали в компании уже многие годы и прошли через многие изменения и трансформации, которые предприятие пережило с момента своего основания в 1996 году. Во время тренинга была предложена новая идеология предприятия:
Мы создаем добавленную стоимость для наших акционеров в области производства горячекатаной стали благодаря высокой эффективности оборудования, квалифицированному персоналу и современным технологическим процессам.
Мы создаем добавленную стоимость для наших акционеров, не отступая от своих ценностей и социальных обязательств.
Мы видим свое будущее в металлургическом производстве с высоким показателем OEE и низкими потерями благодаря нашим квалифицированным сотрудникам и современным технологическим процессам.
Прогрессивность, качество, социальная ответственность
Повышать качество жизни, предоставляя продукцию высочайшего качества.
Оптимизация процессов и повышение качества работы оборудования с помощью современных методов управления производством; подготовка и повышение квалификации сотрудников.
Новое видение поставило перед предприятием новые вызовы. Одной из главных целей и задач Saldanha Steel, как мы можем видеть, является повышение эффективности использования оборудования, которая находит свое отражение в показателе OEE.
Производство на предприятии в Салданье состоит из трех взаимосвязанных процессов (обработка железной руды, производство стали и производство проката). Если при расчете общей эффективности оборудования по всем цехам, мы пользуемся формулой:
Аобщ = Aжелезо x Aсталь x Aпрокат, то даже если отдельные цеха достигнут показателя OEE на уровне 90%, общая эффективность оборудования по заводу не превысит 73%, поскольку проблемы на одном этапе, будут неуклонно влиять на эффективность на последующих.
Для иллюстрации сравним Saldanha Steel и Vanderbijlpark Steel, предприятие ArcelorMittal, работающее на собственном сырье и имеющее буферные мощности (рис. 1).
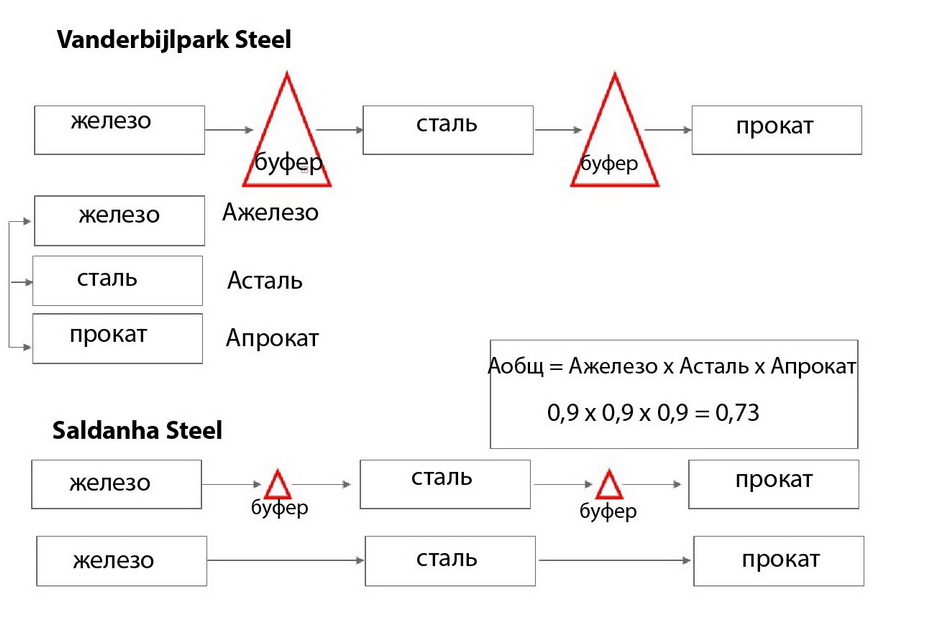
Рис. 1. Сравнение производственных процессов на Saldanha Steel и Vanderbijlpark Steel.
Перед началом работы по повышению эффективности использования оборудования был проведен анализ потерь. Одной из проблем стало отсутствие полной информации о работе оборудования с момента его запуска, в то время как фиксация всех неполадок и сбоев помогает лучше оценить качество его работы и сократить время устранения неполадок. Для соблюдения этого условия ArcelorMittal South Africa стал использовать автоматизированную систему сбора данных.
При анализе потерь, связанных с оборудованием, были выявлены следующие причины:
Как мы можем видеть, основные причины коренятся в недостаточно профессиональном подходе к работе с оборудованием, поэтому было решено начать с работы с персоналом и подготовки внутренних тренеров.
В ходе проведения практических тренингов также были выявлены три главных механизма, вызывающих сбои в оборудовании: это износ и повреждения, чрезмерная нагрузка и недостаточная прочность. Они имеют пять причинных факторов (рис. 2)
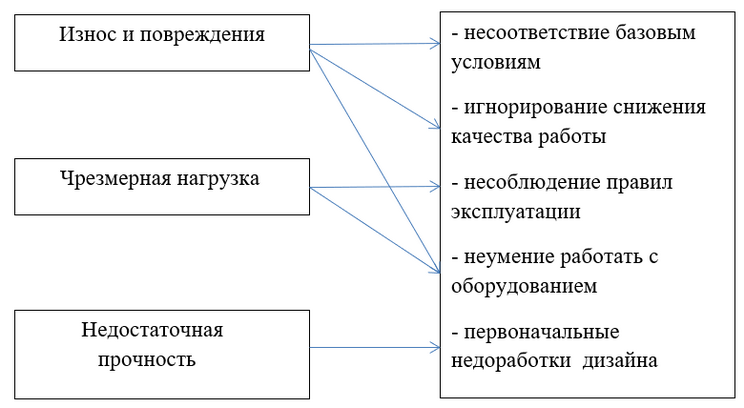
Рис. 2. Механизмы и причинные факторы сбоев оборудования.
Для того чтобы снизить негативное влияние этих факторов и добиться показателя «ноль дефектов», ArcelorMittal опирается на следующие меры:
На реализацию этих мер направлены три базовые составляющие WCM (рис. 3):
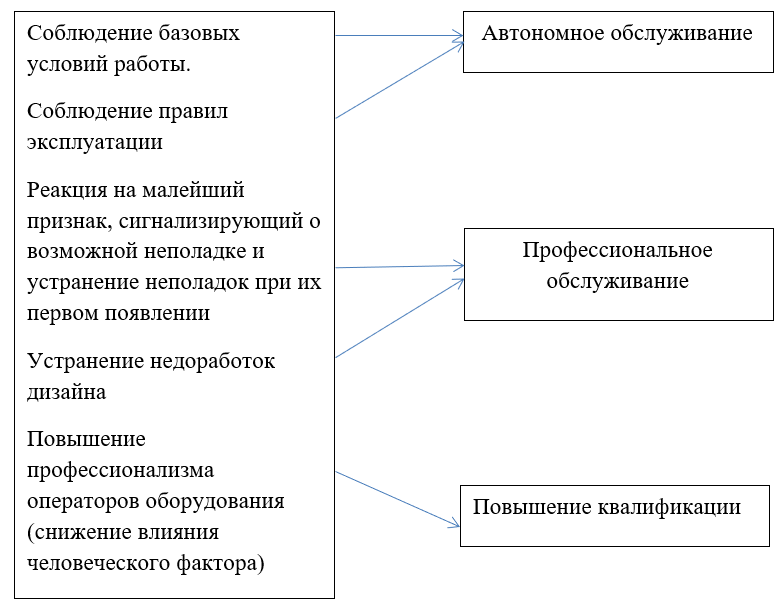
Рис. 3. Элементы World Class Manufacturing, направленные на повышение эффективности оборудования.
К каким конкретно инструментам прибегают на заводе Saldanha Steel для повышения эффективности оборудования?
На основании анализа потерь и поставленных руководством завода Saldanha Steel целей было решено, что внедрение стандартов WCM будет происходить в связке с внедрением 5S, что в совокупности сформировало следующие задачи:
Большинство компаний мирового класса используют 5S для создания стандартизированных и визуализированных рабочих мест, что не только повышает производительность, но и делает работу более простой и безопасной.
В формализованном виде систему 5S на ArcelorMittal можно представить следующим образом:
Внедрение 5S происходит при помощи следующих инструментов
Инструменты анализа:
Инструменты преобразования:
Инструменты коммуникации:
В этом помогают:
Графические средства
Визуализация
Типовые инструкции, шаблоны и алгоритмы для внедрения системы 5S вы можете найти в практическом руководстве по внедрению 5S.

Это направление работы Saldanha Steel призвано сокращать и устранять потери, связанные с неэффективно работающим оборудованием. Развертывание этого инструмента основывается на семи шагах (табл. 1).
Таблица 1. Внедрение автономного обслуживания.
| Шаги | Ответственное подразделение | Описание шага | Результат |
|---|---|---|---|
| Уход и контроль |
|
Одновременная уборка мусора и отходов производства, поиск неполадок в работе оборудования и их устранение. |
5S на оборудовании. Повышение соответствия требованиям эксплуатации оборудования. Улучшение показателей работы до 80% |
| Корректирующие действия, направленные на устранение источников загрязнения и перепланировка зон с затрудненным доступом | Устранение источников загрязнения и отходов производства, облегчение доступа к труднодоступным зонам оборудования для сокращения времени, необходимого для их чистки и смазывания. | ||
| Внедрение стандартов ухода за оборудованием (чистка, смазывание, затягивание креплений) | Подготовка стандартов и пошаговых руководств по уходу за оборудованием, которые занимают минимальное количество времени (при необходимости указать допустимое время) | ||
| Общая проверка (подготовка операторов оборудования) | Приобретение умений и навыков по контролю состояния оборудования и устранению неполадок на месте | В сочетании с анализом экономической эффективности и подготовкой сотрудников – повышение надежности работы оборудования | |
| Автономный контроль | Производственный отдел | Создание и применение контрольных списков (чек-листов) для автономного контроля | |
| Контроль и обслуживание | Стандартизация контрольных точек для проверки надежности оборудования и полная систематизация технического обслуживания на каждом рабочем месте: - стандарты чистки, смазывания и контроля; - стандарты потока материалов; - стандарты фиксации данных; - технические стандарты |
Повышение качества работы | |
| Полное внедрение | Использование политики/целей компании, количественного анализа улучшенных операций, данных по времени безотказной работы для более полного и системного изучения и улучшения работы оборудования. |
Повышение профессионализма операторов машин в цехах Saldanha Steel, чтобы они могли качественно обслуживать оборудование и при необходимости самостоятельно осуществлять его ремонт и профилактическое обслуживание, является одним из факторов, из которых складывается эффективность оборудования. Целью здесь является выход на нулевое количество поломок и сбоев оборудования за счет использования карт, на которых фиксируются даже малейшие неисправности каждой машины, что облегчает поиск источников проблем и отслеживание эффективности работы. Также профессиональное обслуживание помогает снизить потери за счет сокращения объема отходов производства, частоты дефектов и простоев.
Таким образом, цели профессионального обслуживания были сформулированы следующим образом:
Именно так строится работа по повышению эффективности использования оборудования на заводе Saldanha Steel. Результатом применения всех вышеуказанных инструментов должно стать:
В процессе работы внутренние тренеры и идеологи внедрения выявили, что успех в деле повышения эффективности во многом зависит от пяти факторов:
Сформируйте производственную культуру, направленную на максимизацию эффективности работы на всех уровнях.
Сформируйте на своем производстве философию работы «на опережение» – предотвращение проблемы вместо ее исправления. Основная работа должна проводиться в цехах, поскольку в процессе работы операторы оборудования могут обнаружить потенциально уязвимые места. Целью работы должно быть достижение показателя «ноль поломок», «ноль дефектов», «ноль случаев травматизма».
На повышение эффективности должны работать не только операторы и производственный отдел, но и отдел разработок, продаж, логистики, связей с общественностью и пр.
Крайне важен размах работы по повышению эффективности. Он должен охватывать всех от генерального директора до рядового рабочего.
Совместная работа по повышению эффективности имеет более высокую результативность.
Программа повышения эффективности оборудования стартовала в конце 2008 года с автономного обслуживания и подготовки внутренних тренеров. Из семи тренеров трое спустя два года возглавили отдельные направления внедрения WCM, а один занял должность руководителя отдела.
В 2009 году началось широкое обучение менеджеров и организация команд по автономному обслуживанию внутри подразделений. В этом же году была организована первая пилотная площадка, и уже к началу 2010 года автономному обслуживанию и профессиональному обслуживанию был обучен персонал всех подразделений. Это принесло свои плоды: 2010 год стал годом закрепления навыков, повышения квалификации, развития потенциала и сокращения затрат. К июню 2010 на территории завода действовало 68 команд по внедрению World Class Manufacturing.
Прогресс был достигнут уже на первых шагах в направлениях автономного технического обслуживания, профессионального обслуживания и развития персонала. Хотя было замечено, что по-прежнему требуется постоянное форсирование прогресса через регулярные аудиты и тренинги. Продвижению непрерывного улучшения мешает недостаточно эффективная организация, что снижает мотивацию цеховых рабочих принимать участие.
Итак, каких результатов достигло предприятие Saldanha Steel после двух лет работы по повышению эффективности оборудования?
Несмотря на то, что успешность программ World Class Manufacturing доказывает опыт десятков компаний и Saldanha Steel достигла видимых успехов, для долгосрочного прогресса и стабильности необходима последовательность и постоянная поддержка руководства, а также закрепление практик в стандартах. Без достаточно мотивированности и вовлеченности сотрудников успех одних отделов и команд будет нивелироваться другими, менее активными.
В деле повышения эффективности оборудования и сокращения потерь одной из ключевых предпосылок является быстрая переналадка, на которую при обычных условиях уходит очень много времени. Методология SMED является демонстрацией того, как можно сократить время переналадки практически до минимума.
На польском сталелитейном заводе полного цикла ArcelorMittal Poland внедрение SMED проводилось в рамках масштабной программы по сокращению потерь. Начать было решено с цеха стального литья; старт внедрения пришелся на 2011 год. Главной целью являлось сокращение времени простоя в период подготовки оборудования к литью между этапами, что было связано с разным количеством чушек и их разной шириной. Разрыв между двумя очередями составлял 85 минут.
Сокращение времени переналадки на заводе ArcelorMittal Poland стало возможным благодаря:
Благодаря этим мерам общее время переналадки между двумя очередями было сокращено на 20 минут.
Внедрение SMED – крайне непростая задача. Для достижения успеха здесь важна подготовительная стадия. Если разбить внедрение на стадии, процесс пройдет значительно легче и эффективнее.
Фаза 1. Разработка плана действий и распределение ответственности в оптимизации процесса переналадки.
В процессе внедрения SMED была создана команда по внедрению, куда вошли оператор процесса литья, инженер, специалист по производственному планированию, мастер и специалист по литью.
Фаза 2. Проведение «мастерских» (workshop) с участием проектной команды. Мероприятие было разделено на стадии: в первой части (теоретической) руководитель проекта ознакомил рабочих с основами и задачами SMED. Вторая часть являлась практической и включала работу над сокращением времени переналадки оборудования на простом примере. Такой практический тренинг помогает работникам понять, что переход от внутренней к внешней переналадке зачастую бывает достаточно прост.
Фаза 3. Этап непосредственного внедрения SMED, и начинается он с наблюдения и анализа работы операторов оборудования. На основании наблюдения рисуется карта передвижений рабочих во время переналадки. Она помогает лучше представить себе «узкие места» процесса.
Фаза 4. Определение внутренних и внешних операций по переналадке и поиск возможностей заменить внутреннюю переналадку внешней. Итогом этой фазы стал детальный план действий, который становится базой для новых стандартов и вселяет уверенность в рабочих.
Команда проанализировала текущие условия переналадки оборудования и выработала решения, позволяющие сократить ее время. Кроссфункциональность команды позволила подготовить продуманное решение: был подготовлен проект внесения изменений в само оборудование, учтена организационная сторона работы и эргономика рабочего места, а также подсчитаны предполагаемые финансовые траты и выгоды.
Фаза 5. Перевод внутренней переналадки во внешнюю и усиление критических областей, выявленных на предыдущей фазе.
Предприятие установило дополнительный механизм для разрезания чушек, что позволило ускорить их извлечение и работу роликового транспортера. Кроме того, было сокращено время загрузки заготовок. Это привело к сокращению времени переналадки на 20 минут.
Фаза 6. Улучшение всех аспектов процесса переналадки за счет стандартизации всех операций с особым вниманием к тем, которые занимают продолжительное время. На этом этапе рекомендуется создать карту стандартизации переналадки, где должно быть представлено детальное описание всех действий, осуществляемых при переналадке.
Шестую фазу внедрения SMED нельзя считать в полной мере завершающей, поскольку до тех пор, пока сохраняется потенциал для сокращения времени переналадки, работа в этом направлении продолжается – изучаются новые возможности перевода внутренней переналадки во внешнюю, пересматриваются стандарты, создаются новые рабочие инструкции. Постоянная работа над усовершенствованием процесса переналадки является следствием успешного внедрения SMED.

Для повышения эффективности оборудования ArcelorMittal опирается и на концепцию всеобщего ухода за оборудованием TPM. На бременском заводе компании ArcelorMittal Bremen команды по внедрению функционируют уже несколько лет. Пилотные проекты стартовали здесь в конце 2007 года, хотя процесс не был легким.
«Поначалу мы то тут, то там слышали скептические высказывания, но благодаря сплоченности наших сотрудников, уровень их мотивации был весьма высок, – вспоминает Айке Кольметц, участник TPM-команды. – Непростой задачей было получить нужный уровень поддержки TPM со стороны высшего руководства, но со временем нам удалось применить к себе опыт других предприятий и найти собственный путь».
Во главе процесса внедрения TPM стоит TPM-комитет, который определяет стратегию и цели внедрения на всех уровнях и оценивает достигнутые результаты. Такой комитет существует на каждом предприятии ArcelorMittal, где внедряется TPM, а общее руководство осуществляет центральный комитет. Свои группы, ответственные за внедрение TPM, существуют в отдельных подразделениях и цехах предприятия. Такой подход обеспечивает надежный информационный поток и грамотное распределение ответственности.
Стандарты, формуляры, документы и презентации размещаются в открытом доступе на внутреннем портале компании. Здесь TPM-команды могут поделиться своими успехами; прогресс отмечается также на инфо-стендах в цехах.
При внедрении TPM ArcelorMittal Bremen опирается на 8 столпов:
Полное внедрение TPM ожидается к 2015 году.
История внедрения WCM в ArcelorMittal берет начало в 1998 году, и украинское отделение компании – ПАО «АрселорМиттал Кривой Рог» – не отстает от других предприятий компании. Здесь площадкой для внедрения новой концепции были определены подразделения прокатного департамента и сталеплавильного департамента.
В сортопрокатном цехе №1 внедрение системы WCM ведется по шести направлениям, а именно: «Охрана труда», «Автономное обслуживание», «Профессиональное обслуживание», «Развитие персонала», «Направленные улучшения» и «Разложение затрат». Мероприятия направлены на снижение количества несчастных случаев на производстве, повышение надежности оборудования и обеспечения безаварийности работы, снижение брака выпускаемой продукции. Целью WCM является достижение так называемых «трех нулей»: ноль несчастных случаев, ноль поломок (внеплановых простоев) и ноль брака.
На сегодня в СПЦ №1 добились значительных успехов по линии «Автономного обслуживания». С февраля 2013 года на 16-ти единицах критического оборудования работниками цеха проведено 48 сессий автономного обслуживания, во время которых произведена глубокая очистка оборудования и устранено более 300 различных отклонений. Также проведена работа по устранению труднодоступных для обслуживания мест, источников загрязнений и утечек смазки.
Проведено 123 «Урока одной темы» (one-point lesson), где более опытные работники поделились знаниями со всеми членами команд внедрения WCM. В августе прошла проверка внедрения второго этапа мероприятий по направлению «Автономное обслуживание» и начался третий этап, который включает в себя составление стандартов по очистке, смазке и осмотру оборудования, а также по затяжке крепежных элементов.
В рамках направления «Профессиональное обслуживание» производится управление запасными частями (упорядочивание складирования, поддержание необходимого запаса, повышение качества запасных частей и т.п.), управление смазкой (маркировка смазки и точек смазки, повышение качества смазочных материалов, внедрение мероприятий, направленных на недопущения загрязнения смазки и т.п.), углубленное внедрение системы 5S.
Цех активно работает и над «Направленными улучшениями». Специалисты особенно оценили инструмент улучшений «Быстрый кайзен», с помощью которого можно найти истинные причины проблем, к которым зачастую привыкли настолько, что перестали замечать, и устранить их первоисточник.
К примеру, в ходе анализа было определено, что техническое обслуживание стана МС-3 оставляет желать лучшего. Как оказалось, затрудненный доступ к механизмам стана отрицательно сказывался на качестве осмотра и обслуживания. А ведь в процессе интенсивной работы происходит раскрепление резьбовых соединений, перерасход смазки, выходят из зацепления шарниры, изнашиваются втулки. Установка дверей с запорным механизмом вместо смотровых лючков упростило и ускорило доступ к механизмам стана. А в результате, экономия времени и усилий в процессе обслуживания и ремонта.
На сегодня уже внедрено 27 улучшений, на подходе еще 8. При этом выгода не только экономическая – улучшаются условия труда, работа становится более безопасной.
«Самое главное, что необходимо для успешного внедрения системы WCM – это подходить к изменениям без консервативного и самоуверенного подхода, – говорит Владимир Лясов, директор прокатного департамента. – Именно такой подход выработался у прокатчиков СПЦ №1 и блюминга №2, где внедряется система. Была готовность улучшить ситуацию и выйти на плановые показатели, которые заложены проектом этого оборудования. Благодаря тому, что люди готовы учиться, удается добиваться существенных улучшений в очень сжатые сроки, причем не за счет каких-то дополнительных инвестиций, а просто за счет более правильного планирования и внимательного отношения к деталям, о которых мы раньше не задумывались. И делать это можно абсолютно на любых участках работы».
В своей ежедневной работе по повышению эффективности ArcelorMittal избежал ошибки многих компаний – выбрать один, наиболее приглянувшийся, инструмент оптимизации производства, и развивать исключительно его, ожидая результатов по всем направлениям. Но на современном рынке нужно уметь работать сразу по всем фронтам, и принятие в свой арсенал одного инструмента не поможет обойти конкурентов. ArcelorMittal не упускает ни единой возможности усилить свое производство и стремится в той или иной мере внедрить на своих производственных площадках различные инструменты, что приносит свои итоги. Несмотря на то, что описанные в данной статье инструменты еще не стали для работников предприятий привычной практикой, а достигнутым результатам требуется постоянное закрепление, системность и многогранность программы повышения эффективности ArcelorMittal заслуживает самого пристального внимания.
Текст: Наталья Коношенко
Оформить подписку на альманах «Управление производством» вы можете ЗДЕСЬ.
Материал подготовлен на основании данных: