Практический опыт сокращения брака.
Благодарим редакцию журнала «Трамплин к успеху» НПО «Сатурн» за предоставление данного материала.
В литейном производстве при изготовлении сложнопрофильных деталей, таких, как лопатки турбины из жаропрочных сплавов, редко какое предприятие может похвастаться высоким уровнем выхода годного литья.
Аналогичная проблема была характерна и для Пермского моторного завода. Ситуацию усугубляло и то, что выход годного литья был не только низкий, но и постоянно менялся от плавки к плавке, даже если блоки заливались в одно время. И в момент, когда потребовалось значительно увеличить количество сдаваемых лопаток, встал выбор: удвоить мощности производства или обеспечить выход годного литья на уровне не менее 70%.
И выбор, соответственно, остановился на сокращении брака. Но нельзя говорить, что до этого момента никакой работы по повышению выхода годного литья не велось. Разве что проводимые опытные работы силами технологов цеха и специалистов служб не всегда давали необходимый результат или обеспечивали только кратковременный эффект. Менять нужно было сам подход к организации работ по борьбе с дефектами.
Для поиска свежих идей специалисты цеха и предприятия посетили ряд родственных заводов. Особенно заинтересовал опыт НПО «Сатурн». В то время на предприятии успешно реализовывался проект по совершенствованию системы управления качеством с использованием статистических методов управления, и уже были получены значительные результаты. И, что не менее важно, это было достигнуто практически без финансовых затрат.
Для более глубокого изучения темы и передачи положительного опыта на ПМЗ были приглашены специалисты НПО «Сатурн». В течение нескольких дней работники цеха знакомились с основными методиками, применяемыми на «Сатурне», и возможностями применения их в литейном цехе ПМЗ.
По итогам обучения из числа специалистов предприятия и цеха была сформирована рабочая группа, которой было необходимо провести анализ текущей ситуации цеха по работе с дефектами и отработать предложенные методики с использованием статистических методов управления качеством на опытных наименованиях лопаток.
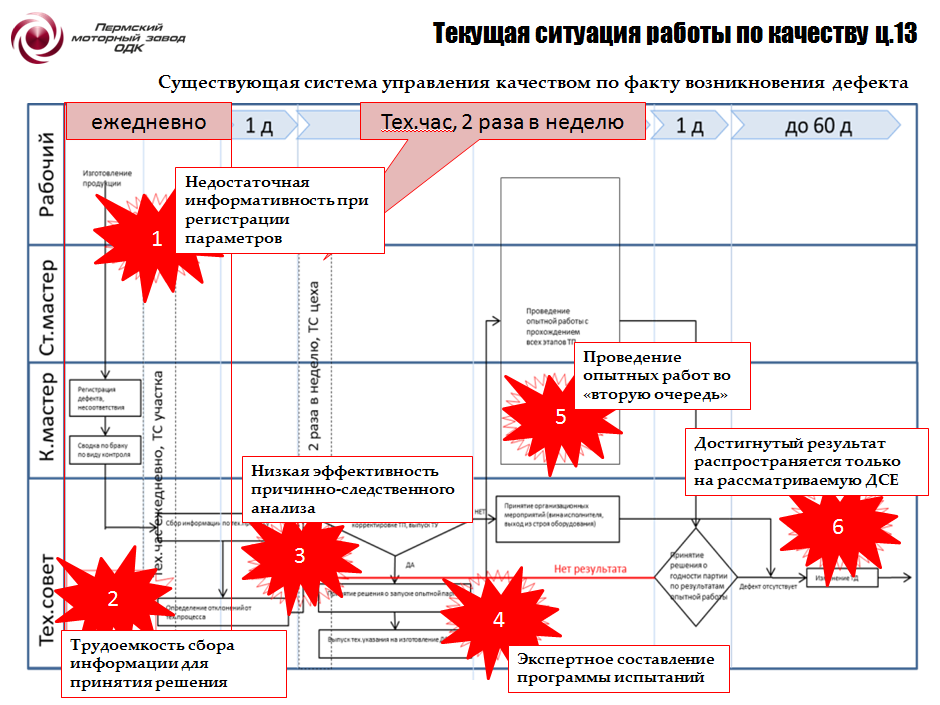
На начальном этапе по работе цеха с дефектами рабочей группой был определен круг проблем:
Другая, не менее важная проблема связана с поздней реакцией технических служб на возникновение дефекта. С дефектной продукцией начинали работать уже после её выхода из цеха. А это значит, что в течение нескольких дней, а то и недель цех мог изготавливать продукцию сомнительного качества. Восстановить информацию по данной продукции из всех возможных журналов, форм, программ для определения причин дефекта было практически невозможно.
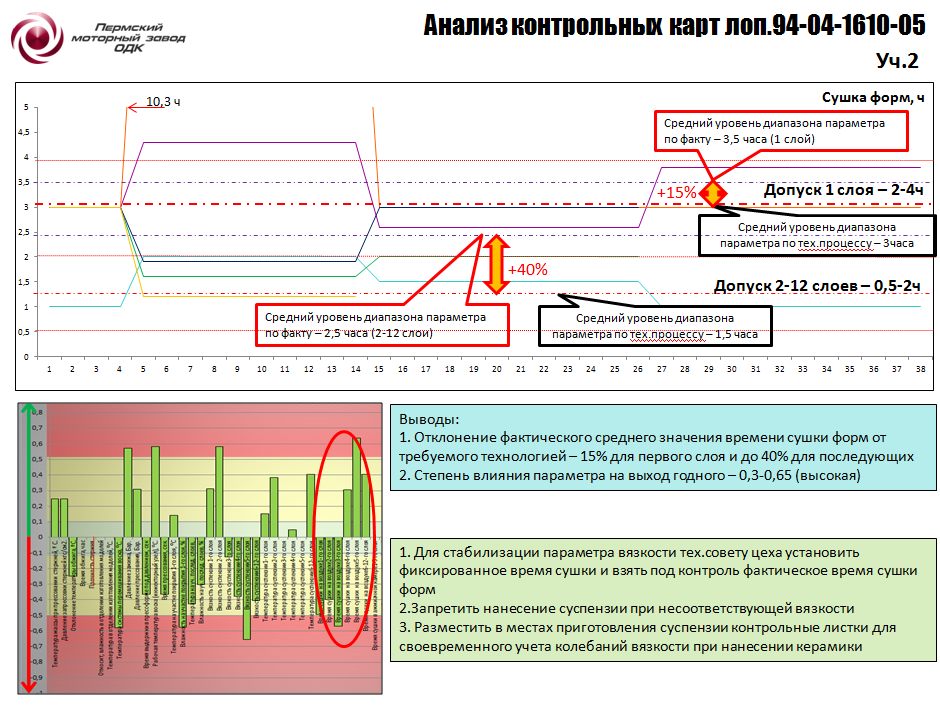
Чтобы изменить текущее состояние, рабочей группой были выбраны самые проблемные лопатки с минимальным выходом годного литья и критические для производства. На каждую лопатку разработаны контрольные листки (карты Шухарта), которые связали технологические параметры в реальном времени и показатели дефектов по каждой плавке. Карта Шухарта позволила выявить точки выхода параметров технологического процесса из стабильного состояния для последующего установления причин появившегося отклонения и их устранения.
Первоначальный перечень параметров был составлен на основе экспертного мнения технических служб цеха. В него вошли практически все возможные факторы, участвующие в текущем процессе и имеющие место изменяться во времени или от детали к детали, что сыграло на руку для формирования общей картины происходящего в цехе.
Первоначальный анализ контрольных карт с использованием методов статистического анализа был проведен на 10 плавках (60– 70 блоков). Анализ показал, что из более 90 параметров особое внимание необходимо уделять только половине из них. Так, в группу с высокой силой влияния (с коэффициентом корреляции более 0,5) вошли 11 параметров, а в «группу риска» (с коэффициентом корреляции от 0,15 до 0,5) – более 30. Особой неожиданностью для группы стал такой факт: по некоторым критическим параметрам фактические значения многократно превышали или не достигали требуемых технологией, но в то же время в журналах регистрации фиксировались «правильные» величины.
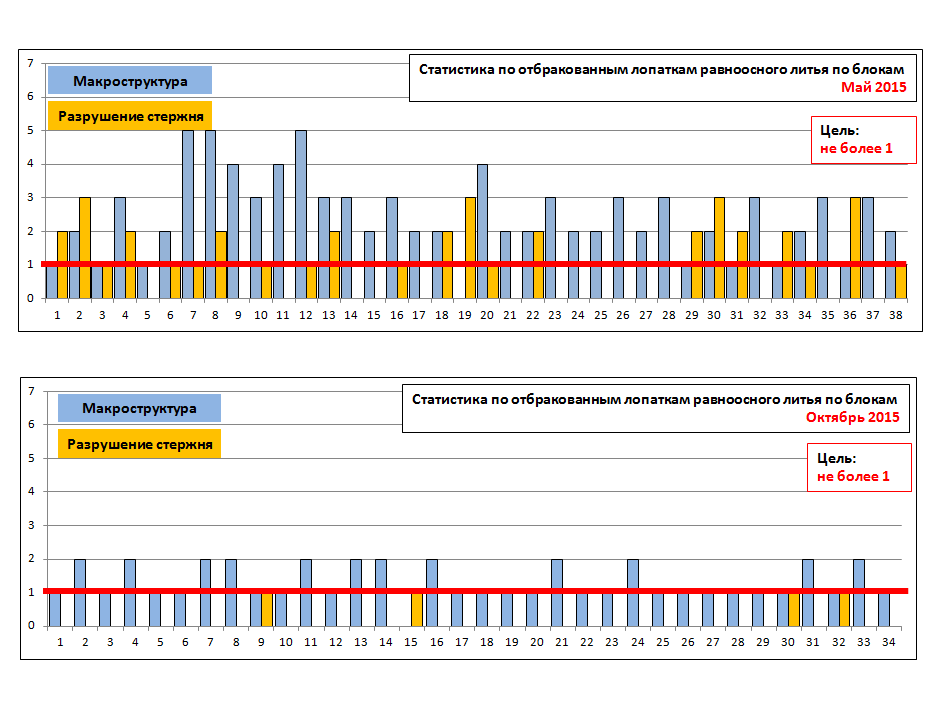
Далее рабочая группа совместно со специалистами цеха определила для каждого типового дефекта свой круг оказывающих влияние параметров. Для каждого параметра был определен и закреплен диапазон величин, при котором дефект не проявлялся или был в рамках целевых показателей (брак по дефекту не более 1 лопатки с блока). Будущие плавки изготавливались уже с закрепленными параметрами, проводился повторный анализ контрольных карт для определения и оптимизации уже последующей группы параметров. При этом на всех этапах отслеживалась технологическая дисциплина.
При анализе для каждого параметра, оказывающего влияние на рост дефекта, разрабатываются мероприятия, направленные на стабилизацию параметра в диапазоне с минимальным проявлением дефекта.
Все мероприятия можно условно разделить на основные направления:
В такой последовательности «накопление статистики – анализ - разработка предупреждающих действий» работа двигалась по каждой опытной лопатке со своими характерными дефектами вплоть до достижения стабильного выхода годного на уровне не ниже 70%.
Накопление статистики по случаям проявления дефекта и изменение соответствующих параметров позволило рабочей группе формировать прогноз о будущем выходе годного по каждой из плавок, принять решение о допуске деталей далее по производственному процессу и своевременно реагировать на отклонения технологических параметров от заданного диапазона.
После подтверждения результата (выделенный параметр и его дальнейшая стабилизация сокращают вероятность возникновения дефекта) на каждое рабочее место разрабатываются визуализированные памятки по соблюдению параметров технологического процесса и требований по качеству. Такой подход позволяет в ряде случаев избежать «своевольности» при на стройке оборудования и передаче деталей сомнительного качества далее по производственному процессу.
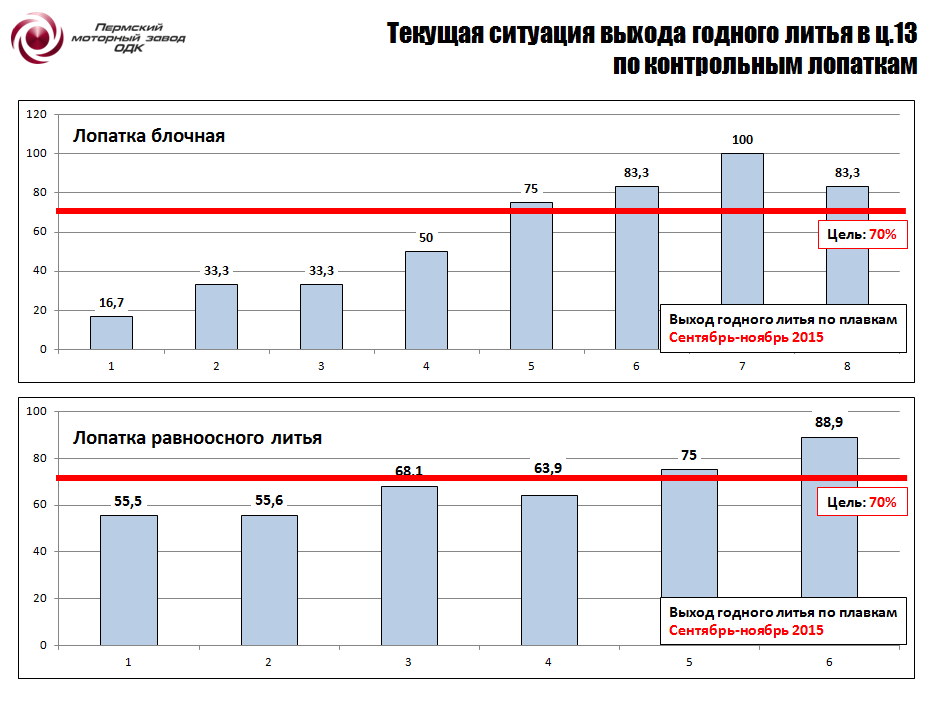
Результатом работы группы стал рост выхода годного литья до относительно постоянных показателей по закрытым контрольным позициям лопаток (с 52% до 71% по равноосному литью, с 60% до 83% по лопаткам блочного исполнения). Экономический эффект по итогам года достигнет более 5 млн. руб.
При подведении итогов за 6 месяцев функционирования рабочей группы было принято решение по стандартизации процесса и использованию статистических методов управления качеством на всей номенклатуре литейного цеха. А в 2016 году планируется развернуть аналогичный проект далее по производственному процессу в механическом цехе.
Следует отметить, что для максимально быстрого достижения результата анализ с использованием статистических методов должен стать повседневной работой технических советов цеха, а не разовой, и даже не периодической. Для реализации данной задачи на начало 2016 года запланировано обучение технических советов участков процедурам использования статистических инструментов анализа в постоянной работе. Обучение подразумевает как теоретическую часть, так и практическую. А для технологов – еще и стало основным инструментом при проектировании новых технологических процессов с заранее заложенным выходом годного литья.
В то же время необходимо вспомнить и обратную сторону медали. Это значительно разрастающийся документооборот. Для решения данной проблемы рабочей группе необходимо было продумать способы автоматизации процессов сбора и анализа информации. И такой способ был найден! С недавнего времени в цехе был введен в эксплуатацию программный модуль по учету движения материалов, в том числе переплава и брака. И большая часть информации поступает в базу данных со всех видов контроля и производственных участков по каждой плавке.
Таким образом, осталось только максимально автоматизировать процесс ввода необходимой информации по технологическим параметрам и обработку результатов. В настоящий момент на рассмотрении в соответствующих службах находятся два проекта организации точек доступа для ввода информации на предмет наибольшей экономической целесообразности и технического задания на доработку программного модуля.
Планируемый результат от реализации решения ожидается в таком виде: «Один клик мышкой – и вся нужная информация на экране».
Подготовлено Сергеем Двиняниновым












