Клеймение – один из этапов обработки детали на муфтонарезных комплексах. На комплексе № 4 маркировку наносят сразу после того, как проверят геометрические параметры муфт на инспекционном столе. Однако сбои в работе транспортной линии после ее перезапуска и невозможность дополнительно контролировать детали перед загрузкой в контейнер и отправлением на затяжку могли привести к тому, что на завершающий передел попадали муфты без клейма.

Благодарим редакцию единой корпоративной газеты "Территория ОМК" за предоставление данного материала.
Так произошло в августе 2019 года: инспектор отдела технического контроля выявил на затяжном станке № 3 муфту без маркировки. Проблемой занялись участники малой инициативной группы (далее «МИГ») участка подготовки производства.
– Рабочие места операторов пульта управления муфтонарезного комплекса находятся достаточно далеко от позиций клеймения, поэтому визуально проверить качество маркировки очень трудно или невозможно, – рассказывает слесарь-ремонтник Павел Махров. – Единственное место, где можно произвести контроль, – транспортная линия около станка № 4–3. Но и здесь была проблема: этот участок муфты проходили без остановки.
Разобрав проблему, участники МИГ нашли решение: останавливать муфты на транспортной линии, чтобы дополнительно их осматривать. К реализации идеи привлекли инженера по надежности Алексея Кикеева, который помог внести конструкторские и программные изменения в работу транспортной линии.
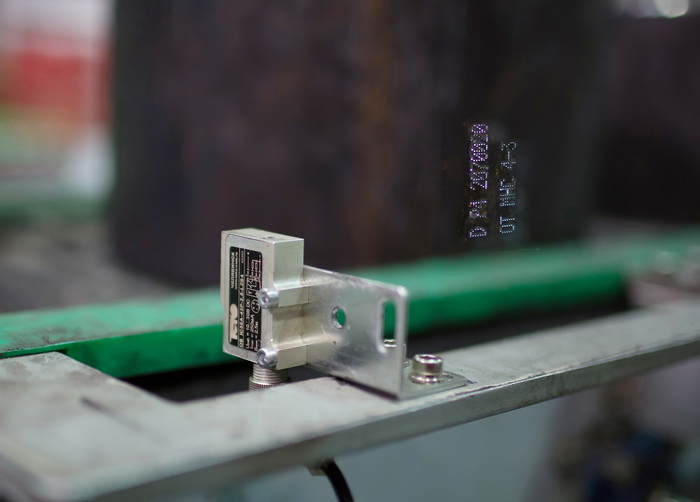
Чтобы останавливать нужную секцию, установили два датчика и внесли изменения в программу комплекса. Кроме того, разработали новую карту пошагового выполнения операций, внеся в нее правила работы стопора для дополнительного осмотра муфт.
После небольшой модернизации линия заработала так, как и задумали сотрудники: когда муфта проходит мимо одного из датчиков, секция транспорта останавливается. Секция пошагово заполняется муфтами, пока не сработает второй датчик. Это сигнал к остановке линии.
– Когда муфта входит в зону осмотра, у оператора на панели начинает мигать кнопка «Пуск». И с каждой последующей муфтой частота мигания увеличивается. Сигнал поступает до тех пор, пока транспортная секция не заполнится полностью, – объясняет Павел Махров. – Тогда оператор подходит и осматривает муфты. Убедившись в наличии и качестве клейма, он нажимает кнопку – и муфты отправляются к месту загрузки в контейнер. Если же оператор выявит муфты без клейма, то их изымут из потока и отправят обратно. Таким образом, мы исключили возможность попадания несоответствующей продукции потребителю.
Виктор Махров
Фото: Валерий Покумейко












