Эти идеи могут быть полезны предприятиям, имеющим свое ЖД-хозяйство.
Устройство, сконструированное вологодскими умельцами, будет растиражировано на дороге.
В 2022 году в путевой машинной станции №113 Лоста Северной дирекции по ремонту пути реализован проект «Оптимизация работ по вводу рельсовых плетей в оптимальный температурный интервал с применением портативного нагревательного устройства».
В соответствии с Инструкцией по устройству, укладке, содержанию и ремонту бесстыкового пути сварка рельсовых плетей производится при оптимальной температуре закрепления. Для Северной железной дороги она составляет +300С (±50). В то же время разница температур закрепления соседних коротких плетей, составляющих длинную плеть, не должна превышать 50С, а максимальная разность по всей длине плети – 100С.
Для ввода плетей в оптимальный температурный интервал широко применяется нагревательная установка инженера Зубова. Она состоит из универсальной железнодорожной платформы, компрессора, топливного бака, топливных форсунок с соплом и трубопроводов для подачи дизельного топлива непосредственно к поверхности головки рельса с последующим его воспламенением.
Прибор Зубова хорошо зарекомендовал себя при работе в условиях низких температур и на протяжённых участках ремонта при замене рельсовых плетей длиной от 400 метров. Но этот способ принудительного нагрева рельсов весьма затратный, что существенно сказывается на итоговой стоимости ремонта пути. Ведь для перемещения нагревательной установки по фронту работ дополнительно требуется самоходная моторная платформа МПД в качестве тяговой единицы. Не говоря уже о дорогостоящем дизельном топливе, средний расход которого составляет порядка 150 литров в час.

Для снижения затрат, связанных с вводом плетей в оптимальный температурный интервал на коротких участках от 100 до 250 метров, главный механик ПМС-113 Михаил Власов предложил применить портативное нагревательное устройство. Оно состоит из лёгкой тележки, передвигаемой по пути вручную, двух баллонов с пропаном, трубопроводов, газовых форсунок и теплоотражателей, расположенных над поверхностью головки рельса. Предложение было реализовано оперативной рабочей группой под руководством главного инженера предприятия Евгения Архипенко.
Так, на первом пути перегона Молочная – Дикая в прошлом году было сварено 32 рельсовых стыка, из которых половина – с использованием нового портативного нагревательного устройства. А на втором пути того же перегона из 20 стыков по обновлённой технологии сварено 12.
В итоге в 2022 году из 518 рельсовых стыков, сваренных на участках ремонта ПМС-113 при укладке плетей, 178 стыков (34%) выполнены с применением портативного нагревательного устройства. Экономический эффект от реализации проекта составил 160 тыс. руб. Он был достигнут за счёт сокращения затрат на эксплуатацию прибора Зубова и моторной платформы МПД.
– Сегодня нагревательное устройство, сконструированное вологодскими умельцами, используется ими при сварке рельсовых плетей на всём полигоне дороги, – отметил главный инженер Северной дирекции по ремонту пути Евгений Устинович. – Более того, на этот год запланировано тиражирование проекта в путевых машинных станциях №110 Печора, №114 Пырский и №262 Буй.
Кроме портала, мы предлагаем вам и альманах «Управление производством». Все самое интересное и уникальное мы публикуем именно в нем. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
Слесарь по контрольно-измерительным приборам и автоматике Сосногорской метрологической лаборатории Николай Белаш изготовил приспособление для контроля положения манометра.
Согласно п.3.3 методики поверки МИ 2124-90 «Манометры, ваккумметры, мановаккумметры, напоромеры и тягонапоромеры показывающие и самопишущие», прибор должен быть присоединён к устройству для создания давления и находиться в положении, соответствующем обозначению, имеющемуся на приборе или указанному в документации. Если обозначение рабочего положения отсутствует, то при поверке прибор должен быть установлен так, чтобы плоскость циферблата была вертикальна (если иное не оговорено в нормативных документах).
Слесарь по контрольно-измерительным приборам и автоматике Сосногорской метрологической лаборатории Николай Белаш изготовил приспособление для контроля положения прибора (манометра), присоединённого к гидравлическому устройству сравнительной калибровки. Устройство выполнено из металлического уголка 50х50 мм шириной 15 мм, пузырьковой колбы (глазок уровня) и неодимовых магнитов диаметром 10 мм.

Сконструированное приспособление позволяет выставить положение манометра в плоскости, соответствующей обозначению, имеющемуся на приборе, и технологически облегчить метрологическое обслуживание приборов.
По словам рационализатора, его предложение помогает повысить качество проводимых работ.
Заместитель начальника Вологодской дистанции сигнализации, централизации и блокировки Владимир Веселов изготовил экран для сквозного просмотра контактов реле с регулируемым световым потоком.
Использование устройства повышает качество технического обслуживания и ремонта релейной аппаратуры и улучшает условия труда работников.

Корпус экрана изготовлен из крышки защитного фильтра ЗФ-220. Источником света являются SMD-светодиоды, расположенные на ленте. Регулировка величины светового потока осуществляется посредством подстроечного резистора номиналом 10 кОм. Светодиодные ленты можно крепить на внутренней части экрана с помощью клея ПВА или двустороннего скотча. Подстроечный резистор закреплён на боковой стенке внутри экрана таким образом, чтобы регулировочная ось находилась снаружи. Лицевая светопроницаемая часть экрана выполнена из листа ПВХ толщиной 3 мм. Питание осуществляется переменным током напряжением 220 В. Регулировка светового потока позволяет установить комфортный уровень яркости экрана для каждого работника и снизить нагрузку на зрительные функции.
Еще более 400 других идей вы можете посмотреть здесь – «Кайдзен и рацпредложения: примеры из жизни» и «База рацпредложений».
Рационализаторы Исакогорского территориального участка Северной дирекции по тепловодоснабжению разработали и внедрили устройство для сгибания листовой оцинкованной стали.
Защита теплоизоляции трубопроводов от атмосферных осадков обеспечивается с помощью листовой оцинкованной стали цилиндрической формы. Ранее такие листы приходилось закупать, а теперь появилось устройство для их изготовления непосредственно на участке. Его создали рационализаторы Исакогорского территориального участка Северной дирекции по тепловодоснабжению электрогазосварщик 5-го разряда Владимир Костиков, мастер участка производства Евгений Фефилов и слесарь аварийно-восстановительных работ Юрий Щеколдин.
Устройство выполнено из имеющихся в дистанции материалов и представляет систему валиков. Чтобы согнуть лист оцинкованной стали, его помещают между нижними основным и прижимным валиками и с помощью специальной ручки закручивают. Лист приобретает цилиндрическую форму, и его можно использовать для защиты теплоизоляции трубопроводов от атмосферных осадков.
С помощью устройства можно придать листовому оцинкованному металлу изгиб любого радиуса, необходимого для производственных целей. Использование в работе данного устройства позволило снизить материальные затраты на покупку новых оцинкованных кожухов цилиндрической формы и увеличить эффективность технологических процессов.
Оборудование мобильно, весит около 80 кг. С его помощью можно сгибать листы толщиной до 1,2 мм, поэтому по мере необходимости оно может быть использовано на разных производственных участках.
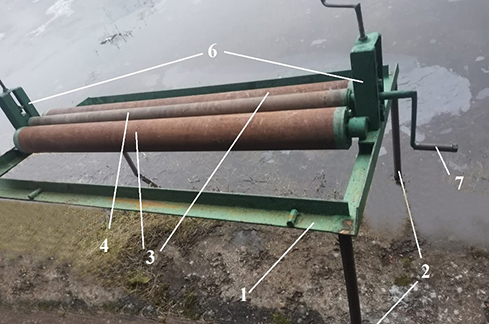
Устройство для сгибания листовой оцинкованной стали:
Текст: Вероника Милованова, Николай Порецкий. Фото: архив СЦНТИБ













