«Здравый смысл – штучный товар», – говорил один из экспертов в области бережливого производства Майкл Вэйдер, отмечая ценность рационального подхода к любому делу. Сегодня цехи и отделы УМПО внедряют принципы и инструменты бережливого производства, в соответствии с которыми организуют и рабочие места. Как бережливый подход реализуется на практике, мы решили узнать в цехе № 39, одном из лидеров освоения системы 5С в объединении.
Источник: "Лин-Вестник", корпоративный журнал ОАО "УМПО", №1, 2012
Благодарим пресс-службу ОАО "УМПО" за предоставление данного материала.
– Наш цех – механосборочный, изготавливаем узлы трансмиссий вертолетов, детали и колонки изделия Д2Б, автомата перекоса изделия 90, двигателей АЛ-31Ф, АЛ-31ФП, АЛ-55 и 117/117С, ПД-14, – говорит руководитель подразделения Венир Хабибуллин. – Здесь трудятся токари, фрезеровщики, операторы станков с ЧПУ, слесари механосборочных работ, всего – 120 человек. И, конечно, используется большое количество самого разнообразного инструмента, оснастки и приспособлений, с сортировки которых мы и начали нововведения. На каждом участке создали «зоны карантина». Избавились от множества ненужных вещей. Наверное, советский менталитет срабатывал: не выкину эту штуковину, авось пригодится… Тяжело было изменить сознание людей. Поэтому преобразования начали с себя, когда каждый почувствовал ответственность за свое рабочее место.
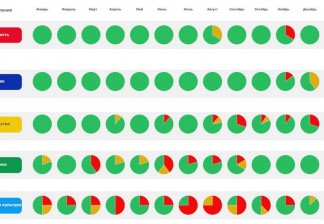
Немалую роль в наведении порядка сыграли старшие мастера участков – Вадим Ахтанин, Дмитрий Подцепня и Владимир Камалов, которые показали пример рабочим. Большая заслуга в успешности нашего проекта и начальника бюро инструментального хозяйства Ирины Мориной. Но, конечно, благодаря общим усилиям коллектива и строгому следованию плану мероприятий по бережливому производству мы успешно достигли третьей ступени системы 5С – шага 3С.

– Изменения стали внедрять не на одном участке, а сразу во всем цехе, – сообщает старший мастер участка № 1 В. Ахтанин, мой экскурсовод по 39-му. – Сортировку начали с кампании «красных ярлыков»: отметили ими инструменты, которые рабочий не берет в руки больше месяца. Все лишнее утилизировали, в цехе № 38 заказали пластиковую тару для хранения. Она оказалась очень удобна в использовании.
Сейчас заготовки поступают в запланированном количестве с недельным сроком исполнения, поэтому для нас актуальной стала система «вытягивания». Детали не залеживаются: выполнили на заготовке одну операцию – и она тут же передается для последующей обработки. Построенная таким образом технологическая цепочка уменьшает простои.
– На этапе 1С убрали неиспользуемые тумбочки, – продолжает Вадим Ахтанин. – Остальные подремонтировали, покрасили, для сокращения затрат краски оконтурили уголками, закрепили ответственных.
– Навели порядок и внутри, – включается в разговор токарь участка № 1 Олег Макаров. – Разложили инструменты, выделили зону для личных вещей. Следуем правилу – поработал с инструментом, положи его обратно. У каждого есть карта, где указан стандарт содержания рабочего места, график уборки-проверки, паспорт станка. Строго слежу за состоянием своего оборудования – вовремя мою, смазываю.
Продолжаем двигаться по цеху. Вижу, что крупногабаритные токарные приспособления уложены на деревянных трапах.

– На стеллажах их не разместишь, а использовать открытые трапы удобно, – комментирует В. Ахтанин. – Сейчас каждый токарь имеет свободный доступ к приспособлению, которое после работы он чистит и возвращает на свое, оконтуренное место.
На участке № 2 особое внимание уделяется расстановке стеллажей.
– Стараемся рационально их задействовать, – подтверждает старший мастер участка № 2 Дмитрий Подцепня. – Смотрите, на нижней полке уложены приспособления, используемые на рядом стоящем токарном станке, а значит, станочник делает минимальные передвижения в процессе работы. Наверху – готовые детали. Их удобно забирать погрузчику. Добавлю, что и станки установили таким образом, чтобы рабочие не тратили время на лишние перемещения по цеху.
Все стеллажи цеха, в соответствии с требованиями бережливого производства, оконтурены, в том числе на слесарных участках. Здесь не только навели порядок на рабочих местах, но и переоборудовали их. Так, например, рядом установили токарный и сверлильный станки, приспособленные для слесарных операций. Теперь рабочему не нужно ходить в токарное отделение, где техника находилась раньше. Экономятся силы и время.
– Все положительные изменения происходят с наведением порядка, и начинать надо с себя, – замечает слесарь МСР Дмитрий Воробьев, который одним из первых на участке стал внедрять бережливый подход. – Для начала я рассортировал содержимое своей тумбочки. Потом и ребята за мной подтянулись. Работать стало не только удобнее, но и приятнее.
Заключительным пунктом посещения стал участок станков с ЧПУ.
– Одним из первых подключился к освоению бережливого производства оператор станков с ЧПУ Артур Вильданов. Это высококлассный специалист, к работе которого нет никаких претензий, – рассказывает старший мастер участка Владимир Камалов.
– Стараемся делать лучше, чем требуется, – улыбается в ответ Артур. – Порядок у себя я начал наводить еще до официального старта внедрения системы 5С. Убираю рабочее место и станок иногда даже чаще, чем предусмотрено графиком, пыли и грязи не терплю.
– Детали, обрабатываемые в нашем цехе, геометрически сложные, допуски жесткие, доходят до 9 микрон (для сравнения, средняя толщина волоса составляет 50 микрон – прим. ред.), – завершает рассказ о подразделении Вадим Ахтанин. – Поэтому производство требует не только внимательности, точности, но и предельной аккуратности, которой можно достичь только при соблюдении порядка. Отмечу, что все наши изменения осуществлены своими руками и при минимальных материальных затратах. Когда в октябре 2012 года УМПО принимало участников лин-мастерской, они были удивлены тем, как мы смогли преобразить цех, да еще без масштабных вложений… Главное – желание перемен. Ведь большую часть жизни мы проводим на заводе, хочется работать в комфортных условиях.
– С введением основ бережливости изменилась работа БИХ. Каждому шифру мерительного и режущего инструмента (а всего их порядка 15 000) присвоен номер ячейки и стеллажа, которые зафиксировали в картотеке. Эта систематизация была проделана совместно с кладовщицей Людмилой Байрамаловой. Сейчас рабочий называет шифр инструмента согласно технологической карте, а сотрудницы БИХ находят его в каталоге и быстро выдают нужное. Теперь всегда известно, какого инструмента не хватает и что надо заказать. По тому же принципу завели журнал приспособлений, хранящихся на цеховых стеллажах.
– На участке станков с ЧПУ выделено место для хранения тележек, на которых перевозятся заготовки. Мы задействовали зарубежный опыт, изученный в компании Turbomeca (Франция). У французов межоперационное передвижение деталей по цеху осуществляется на специальных тележках, которым отведена отдельная зона для хранения. Раньше тележки искали по всему цеху: куда попало поставили, а потом забыли. Теперь они возвращаются строго на положенное место.

Текст: Ирина Хабибулина