Малые дела – источник больших перемен. Для того чтобы навести порядок во всем доме, начать надо с какого-то его уголка. Так же и на производстве. Сегодня в УМПО создаются рабочие группы, которые призваны решать проблемы отдельных участков цехов методами и инструментами бережливого производства. О проекте, успешно реализованном в цехе 4а, рассказывают его инициаторы.
Благодарим пресс-службу ОАО "УМПО" за предоставление данного материала.
– В нашем цехе в связи с ростом объемов производства организация пайки блоков турбины высокого давления двигателей АЛ-31Ф и АЛ-31ФП не обеспечивала пропускную способность, – говорит руководитель проекта, заместитель начальника цеха 4а по производству Григорий Грачев. – Поэтому и освоение системы 5С мы решили начать с участка пайки группы № 9.
 В первую очередь, провели кампанию «красных ярлыков». Все, вплоть до последнего болтика, отсортировали, потом проанализировали, задействован ли тот или иной инструмент в технологии. То, что не вызывало сомнений, оставили в рабочей зоне, что было под вопросом, – в зоне карантина, ненужные приспособления сдали в металлолом. На перспективу утвердили график периодического проведения подобных расчисток.
В первую очередь, провели кампанию «красных ярлыков». Все, вплоть до последнего болтика, отсортировали, потом проанализировали, задействован ли тот или иной инструмент в технологии. То, что не вызывало сомнений, оставили в рабочей зоне, что было под вопросом, – в зоне карантина, ненужные приспособления сдали в металлолом. На перспективу утвердили график периодического проведения подобных расчисток.
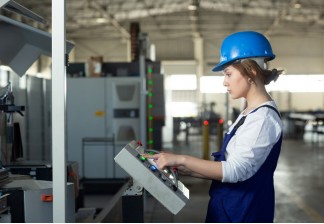
– Сам участок пайки разбили на зоны ответственности между рабочими, – говорит начальник участка группы № 9 Вячеслав Николаев. – Все инструменты и оснастку, вспомогательные материалы расположили рационально (фото 1), обозначили размещение инструмента (визуализация – необходимый элемент для простоты использования и обслуживания оборудования, оснастки и пр. – прим. ред.). Оконтурили оборудование, для каждого рабочего места подготовили стандарт уборки и содержания, фотоэталон (то есть фотографию того, как должно в идеале выглядеть конкретное рабочее место – прим. ред.) и технику безопасности.
Следующим шагом стало составление карты потока создания ценности* (КПСЦ), отражающей текущий техпроцесс «как есть»: так были выявлены непроизводительные потери (то, что не добавляет ценности конечному продукту, изделию, например, излишние перемещения работника по цеху, ожидание деталей от цехов-смежников и пр. – прим. ред.). Затем состоялся кайдзен-блиц**.
– Каждый предлагал свое решение для устранения обнаруженных проблем – излишней транспортировки и простоев при получении приспособлений и материалов, – продолжает участник рабочей группы, заместитель начальника цеха по технической части Владислав Чембулатов.
– Составили план корректирующих мероприятий, которые начали в мае 2011 года, а закончили в сентябре, прошли защиту проекта на комитете по бережливому производству при управляющем директоре.
Одним из главных пунктов плана стала организация участка сборки под пайку рядом с новой германской печью «Шметц» (SCHMETZ) и местом размещения бюро технического контроля. В процессе обработки деталь подается на контроль четырежды. Раньше рабочему за одну смену приходилось преодолевать расстояние порядка 500 метров, перемещая детали туда и обратно по восемь раз.
Также сам процесс пайки с устаревшего оборудования был перенесен на «Шметц», где есть возможность паять сразу два комплекта блоков за одну садку. Производительность при этом увеличивается вдвое.
– Для устранения простоев создали наборы, включающие технологическую карту, оснастку и вспомогательные материалы, которые помещены в отдельный деревянный ящик, – добавляет термист-паяльщик Александр Айдыбаев. – Теперь при поступлении детали термист сразу использует необходимое, а не ищет по всему цеху.
* Карта потока создания ценности – карта с информацией, охватывающей все этапы создания продукта (ценности), позволяет определить скрытые в техпроцессе потери (времени, усилий и пр.).
**кайдзен-блиц – «мозговой штурм», направленный на совместное решение проблемы участниками рабочей группы.
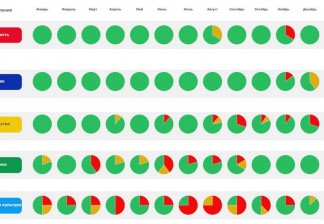
– В итоге мы изменили технологический процесс пайки, – замечает ведущий инженер-технолог цеха 4а Светлана Бабкина. – На последнем этапе работы создали КПСЦ «как будет», сформировали контрольный лист проверки дальнейшего функционирования системы 5С на участке. В процессе реализации проекта мы получили экономический эффект в размере 2 млн 140 тыс 950 рублей, что выше запланированной суммы в два раза. Этого достигли, в том числе, благодаря экономии электроэнергии и сдаче металлолома.
Был проведен хронометраж техпроцесса пайки блоков до и после преобразований на участке. Выяснилось, что удалось уменьшить цикл изготовления деталей, включающий две пайки, на 1 час 18 минут.
Сейчас рабочая группа (Владислав Чембулатов, Григорий Грачев, Вячеслав Николаев, начальник техбюро цеха Раиса Обухова, мастер Эдуард Хаматдинов, термист Руслан Гадельшин, менеджер УРПС Роман Борисов) занята следующим проектом: «Организация химико-термической обработки шестерен по принципам бережливого производства».
– Стоит задача сокращения всех видов потерь при химико-термической обработке шестерен, произведенных цехом 3б, – говорит руководитель группы В. Чембулатов. – Планируем завершить проект в апреле 2013 года, добившись исключения брака. Пока занимаемся сокращением цикла изготовления на 18-20 часов за счет ликвидации лишних этапов обработки. Ожидаемый экономический эффект – 6,7 млн. рублей.
Согласно положению «О выплате вознаграждения членам рабочих групп за участие в освоении бережливого производства» участникам рабочих групп устанавливаются следующие вознаграждения:
Все выплаты производятся из фонда развития бережливого производства.
Текст: Ирина Хабибулина