«Бережливое производство» (LEAN) идет по цехам. Сегодня мы предлагаем читателям совершить экскурсию в группу станков с программным управлением корпуса № 5.
Корпоративный ежемесячник «Сатурн», март 2010г. http://www.npo-saturn.ru
Мария Мищенко
«Бережливое производство» (LEAN) идет по цехам. Сегодня мы предлагаем читателям совершить экскурсию в группу станков с программным управлением корпуса № 5.
Выбор неслучаен
Так как в корпусе № 5 изготавливает» до 15% деталей двигателя SaM146, он был включен в проект бережливого производства. В самом корпусе пилотной была выбрана группа № 4 - группа станков с программным управлением. Все детали двигателя, которые здесь обрабатываются, имеют сложную пространственную конфигурацию и требуют обработки в многокоординатном режиме. Это кронштейны, корпуса подшипников, рычаги и другие детали и сборочные единицы. В группе установлена 21 единица оборудования: четыре станка UCP-710 (MICRON), один M-V50-FM (MITSUBISHI), два КМЦ-600, два электроэрозионных станка фирм AGIETRON и SODIK, отечественные горизонтально-фрезерные станки с ЧПУ ГФ2171С5/С6. Группа небольшая: двенадцать операторов, шесть наладчиков, старший мастер и плановик.
Инструмент на виду - я легко его найду
Один из инструментов системы 5S -визуализация. На участке электроэрозионных станков первым мероприятием стало выделение места хранения деталей, полученных в работу. Также было систематизировано хранение калибров, изготовлен стенд для наглядного размещения инструмента - медных электродов, ключей - в хронологическом порядке. Теперь оператору не нужно тратить время на их поиск на столе, на верстаке, в тумбочке - все под рукой.
«Ты туда не ходи - ты сюда ходи»
На участке обрабатывающих центров выполняются сложные фрезерные, сверлильные, расточные работы. В рамках мероприятий по визуализации здесь была нанесена разметка: выделены места хранения готовых деталей и места хранения деталей, ожидающих решения. Зеленой линией выделены проходы, которые нельзя загромождать, чтобы не мешать транспортировке деталей. В соответствии с проектом утилизированы снятые с производства детали. После того, как на участок поступят новые стеллажи, будет систематизировано хранение инструмента и оснастки. Все разложат по полочкам с этикетками, где указано наименование содержимого той или иной ячейки. Это позволит оптимизировать перемещение людей: им не придется тратить время на поиск необходимого для работы, что, в свою очередь, позволит снизить время наладки станка.
«Я работаю здесь почти пять лет, - говорит Анатолий Костромской, наладчик станков с ПУ. - Внедрение бережливого производства мы успели почувствовать на себе после наведения порядка: когда увезли ненужное оборудование, списали неидущие детали, определили места для заготовок и готовых деталей. В результате стало проще работать: у каждой детали свое место, путаницы не возникает».
Неожиданная встреча
Пока заместитель начальника корпуса по техчасти Сергей Семериков знакомил меня и фотографа с особенностями работы участка, я услышала неподалеку французскую речь и увидела небольшую делегацию в составе трех человек: Константина Воронова, заместителя руководителя проекта по организации системы бережливого производства, господина француза и переводчицы. «Мы здесь оказались неслучайно, - рассказывает К. Воронов. - Вместе с нами Ален Фабр, один из лучших специалистов фирмы «Снекма» по бережливому производству, «мастер-черный пояс».
Свою работу на нашем предприятии он начал с 1 марта. Работа Алена на нашем предприятии организована в рамках сотрудничества с фирмой «Снекма» по программе SaM146. Его главной задачей на 2010 год станет содействие реализации программы бережливого производства в тех цехах и корпусах, где изготавливаются детали двигателя SaM146. Это цеха № 80, 34, 722, корпуса № 35, 12, 5, 49, выбранные в качестве пилотных по развертыванию бережливого производства «Сатурн». После детального ознакомления с состоянием дел на участках в данных производственных подразделениях, с помощью господина Фабра будут выработаны мероприятия по дальнейшему и более эффективному внедрению системы бережливого производства».
«На «Сатурн» я командирован как минимум на два года, - отмечает Ален Фабр. - Если понадобится, останусь здесь на более долгий срок. «Сатурн» - очень большое предприятие с большим количеством цехов, у каждого из которых своя специфика работы. Мне здесь интересно - интересно работать с людьми, они всегда открыты для диалога. Надеюсь, совместными усилиями нам удастся улучшить их работу».
«Потому что мы пилоты»
«Работы по развертыванию бережливого производства начались в нашем корпусе 15 декабря 2009 года, - говорит Сергей Семериков. - На первом этапе были выбраны объекты для преобразований, изучались проблемы, ставились цели, был составлен план мероприятий.
Меня выбрали пилотом этого проекта. В нашей команде 15 человек: технологи, нормировщики, экономист, плановики, заместители начальника цеха, мастер производственной группы, распределитель работ, начальник ПДБ и, конечно, начальник корпуса. Когда идет работа на местах, к нам присоединяются и рабочие.
На начальном этапе внедрения ЛИН-технологий в корпусе использовались, в основном, инструменты системы 5S, которая помогает зрительно выявить все потери, существующие на данном участке, принять меры к их устранению или снижению их влияния. Первый шаг - это наведение элементарного порядка на рабочих местах. Нашей командой была проведена большая работа по созданию чистых и комфортных условий труда на отдельных рабочих местах. Все мы участвовали в двух субботниках совместно с операторами и наладчиками».
Информация - на стенде, предложения - в ящике
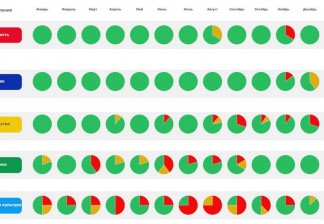
Для организации визуального контроля состояния деталей SaM146 в процессе производства в группе был установлен информационный стенд. Кроме этого, каждый работник корпуса может сделать шаг на пути улучшения организации своего труда: в ящик для предложений еженедельно поступает по четыре-пять предложений. Для их рассмотрения еженедельно собирается комиссия, которая принимает решение по каждому. По итогам месяца самые активные участники получают материальное вознаграждение. Предложения самые разные: от приобретения универсального мерительного инструмента и доработки оснастки до проведения утренней гимнастики.
Нет предела совершенству
«Улучшения, которые можно и нужно проводить, не имеют границы, - продолжает С. Семериков. - На любой вопрос всегда можно взглянуть с другой стороны и увидеть, как можно улучшить даже то, что казалось вполне приемлемым. На мой взгляд, самый главный промежуточный результат нашей работы заключается в том, что, видя происходящие перемены, многие сотрудники стали задумываться и понимать: улучшения необходимы и надо что-то менять в своей работе, чтобы двигаться вперед более эффективно».
После того, как порядок наведен, его необходимо поддерживать. С этой целью в корпусе проводится ежедневное утреннее 5S-патрулирование c разбором состояния дел на оперативном совещании начальника корпуса. Еще один важный момент преобразований - стандартизация работы: все операции, связанные с обслуживанием оборудования, должны быть регламентированы. Так, через определенное количество часов нужно выполнить профилактические работы по очистке станка, заменить масло и т.д. Сотрудникам останется только выполнять эти несложные правила. Тогда оборудование все время будет в исправном состоянии, а у людей будет работа.