О том, как внедрялась система 5S в Центре производственных компетенций (ЦПК) «Лопатки компрессора» ОАО «НПО «Сатурн» и результатах внедрения, рассказывает заместитель руководителя ЦПК Дмитрий Барвинок.
Преобразования по внедрению системы 5S в ОАО «НПО «Сатурн» начались четыре года назад и носили локальный характер. Периметр проектов охватывал отдельные группы и участки цехов/корпусов, но с течением времени, места проведения преобразований вновь начинали загромождаться тарой, невостребованными деталями ремфонда, неиспользуемой громоздкой оснасткой. Надо признать, что доля неудачных проектов по 5S была достаточна, тем не менее за это время был накоплен определенный практический опыт. Директором производства было принято решение о внедрении методики по рациональной организации рабочих мест и проведении проекта 5S во всех подразделениях, входящих в состав ЦПК, тем самым охватив всех участников производственного процесса. О ЦПК и результатах внедрения системы 5S мы поговорили с заместителем руководителя ЦПК «Лопатки компрессора» НПО «Сатурн» Дмитрием Барвинком.
– Что такое ЦПК и с какой целью было создано данное структурное подразделение?
– ЦПК – это центр производственных компетенций, «замкнутое» производство, специализированное по предметно-технологическому принципу. Сегодня в структуру службы директора производства ОАО «НПО «Сатурн» входят 6 ЦПК, один из которых – ЦПК «Лопатки компрессора» – я и представляю. Цель создания ЦПК – повысить эффективность производства посредством оптимизации организационной структуры предприятия. За основу при этом была взята концепция, используемая нашим партнером по созданию двигателя «SaM146», – компанией «Snecma».
В состав ЦПК «Лопатки компрессора» включены: заготовительное производства, производство деталей методом электрохимии и механическое производство лопаток компрессора.
– Идея внедрения системы 5S была связана именно с созданием ЦПК?
– Нет. Служба по развитию производственной системы, ответственная за методическое руководство процессом внедрения принципов бережливого производства, была создана несколько ранее. До создания ЦПК проекты по внедрению системы 5S проводились в цехах и корпусах предприятия. Вместе с тем создание ЦПК позволило придать данному процессу новый импульс.
– Каково Ваше личное участие во внедрении системы 5S в ЦПК «Лопатки компрессора»?
– Я осуществляю общее руководство процессом внедрения системы в подразделениях ЦПК, которые я перечислял выше, при этом в каждом из подразделений созданы рабочие группы под руководством технических руководителей корпусов.
– Кто входит в состав этих рабочих групп?
– В состав рабочих групп, помимо технических руководителей, входят: старшие мастера производственных групп, начальники бюро инструментального хозяйства (БИХ), начальники планово-диспетчерских бюро (ПДБ), начальники бюро технического контроля (БТК), инженеры по эксплуатации зданий и сооружений, специалисты службы главного механика. Кроме того, деятельность рабочих групп сопровождает специалист по развитию производственной системы.
– На какой стадии сейчас находится проект по внедрении системы 5S?
– Сейчас мы находимся на этапе планирования работы по внедрению системы на основе «дорожной карты», которую мы утвердили в конце 2013 года. Срок завершения данного этапа – начало марта текущего года.
– А как прошел 2013 год? Какие задачи Вам удалось решить за прошедший период?
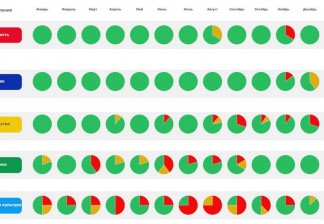
– Главный результат 2013 года – создание системы по управлению проектом 5S и получение важного для нас опыта, который, безусловно, найдет отражение в плане работ на 2014 год. В 2013 году мы в разном объеме и с переменным успехом прошли 4 первых этапа проекта: «Сортировка», «Соблюдение порядка», «Содержание в чистоте» и «Стандартизация».
– Оценивая итоги выполнения проекта в 2013 году, что именно Вы можете оценить как несомненный успех, и какие задачи остались нерешенными?
– В качестве положительного примера я могу охарактеризовать деятельность заготовительного производства ЦПК. Не буду скрывать, что были некоторые опасения по срокам и объемам выполнения работ по проекту именно в штамповочном производстве, – большой объем, большие габариты и вес штамповой оснастки, гигантские размеры и большой срок службы прессового оборудования, вредные условия труда персонала.
Возможно, желание изменить существующие условия труда и стало дополнительным мотивирующим фактором для работников корпуса в ходе реализации проекта.
На сегодняшний день в заготовительном производстве ЦПК выполнена ревизия и сортировка оснастки; подготовлены документы на списание технологического оборудования, около 70% оборудования, запланированного к списанию, уже демонтировано и вывезено из цеха; произведена покраска большей части технологического оборудования; выполнена разметка функциональных зон; подготовлены эталонные рабочие места для каждого типа оборудования, разработаны правила его уборки.
При этом остались нерешенные вопросы. Прежде всего, это вопрос по оснастке. На сегодняшний день нам не удалось решить вопрос по месту хранения законсервированной (редко используемой оснастки). Понятно одно: определение места для централизованного хранения средств технологического оснащения – это актуальная для всего предприятия задача. Мы не должны превращать производственные подразделения в склад. На этих площадях допустимо исключительно межоперационное хранение ДСЕ, неиспользуемая оснастка должна быть списана, оснастка, используемая редка – законсервирована. Кроме того, оснастка, используемая часто, в отдельных случаях сегодня хранится на производственном полу.
К сожалению, нам не удалось решить вопрос со службой главного инженера о включении в бизнес-план предприятия на 2014 год приобретение штабелера.
– Вы говорили, что в состав ЦПК входит и механическое производство деталей. Как обстоят дела с внедрением системы 5S в этом подразделении?
– Я был неприятно удивлен, как развивался проект в механическом производстве в сравнении с заготовительным. Ведь стартовые позиции механического производства выглядели предпочтительнее: высокий начальный уровень культуры производства, более современный парк оборудования, начальник корпуса имеет «черный пояс» в области lean-технологий. При этом уже к середине 2013 года наметилось серьезное отставание от календарного плана внедрения системы 5S. Наверстать упущенное нам удалось, заменив руководителя рабочей группы и организовав еженедельный аудит производственных групп с непосредственным участием не только начальника корпуса, но и руководителя ЦПК.
– Каковы основные причины тех неудач, о которых Вы говорите? Ваша оценка?
– Недостаточный уровень мотивации персонала, включая руководителей производственных подразделений. Любые отставания от плана работ по внедрению системы 5S объяснялись высоким уровнем загрузки персонала, занятого выполнением напряженного производственного плана. Типичная отговорка, которая заставляет нас включить в план по внедрению 5S в 2014 году повторное развернутое обучение работников.
Кроме того, сегодня косность мышления присутствует и руководителей служб, с которыми нам приходится взаимодействовать в ходе выполнения работ по проекту: службой главного инженера, службой генерального конструктора. Есть вопросы, которые мы можем решить только сообща, к примеру, вопросы хранения деталей снятых с опытных двигателей или оснастки, предназначенной для использования в процессе изготовления не идущих деталей.
Часто приходится слышать: «Это Ваш проект, Вы и занимайтесь решением данных вопросов». Уверен, что масштаб проводимых сегодня на предприятии преобразований позволит нам через некоторое время перейти от внутрислужебных интересов к внутрикорпоративным. Тогда нужные результаты будут достигаться быстрее.
– Каковы основные изменения произошли в плане на 2014 год в сравнении с планом на 2013 год?
– Основное изменение – это последовательный запуск классических этапов 5S-проекта в производственных группах. Мы начинаем этап 1S в одной производственной группе, через 2 месяца – в другой и так далее. Это позволит сузить периметр проекта в конкретный промежуток времени. Считаю, что такая концентрация внимания и ресурсов позволит интенсифицировать процесс внедрения системы 5S.
Основная задача плана на 2014 год – перейти от эталонных рабочих мест к эталонным производственным группам.