Предлагаем вам заглянуть в цех сборки компании «Хендэ Мотор Мануфактуринг Рус» и узнать, что нового появилось на его линиях, что позволит выполнять работу еще более эффективно и качественно.

Благодарим Отдел связей с общественностью компании «Хендэ Мотор Мануфактуринг Рус» за предоставление данного материала.
Подготовка к обновлению цеха началась задолго до коллективного отпуска, финальные изменения затронули сразу несколько направлений: скорость работы, исправное функционирование оборудования и комфорт сотрудников на рабочих местах. Так, например, под потолком цеха появились три мощных промышленных вентилятора большого размера. Теперь даже в самые теплые дни сотрудникам не будет жарко на рабочих местах. Также на некоторых станциях обновили оборудование. На замену прежнему металлическому конвейеру на линии Final Inspection пришел новый, более надежный и износостойкий, с пластиковым покрытием и металлическим основанием. Изменения коснулись и станции установки дверей: на месте старых металлических плит, служащих напольным покрытием для перемещения манипуляторов, блестят новые – из качественного корейского металла. Помимо этого, в цехе произошли и более масштабные изменения, о которых мы расскажем подробнее.
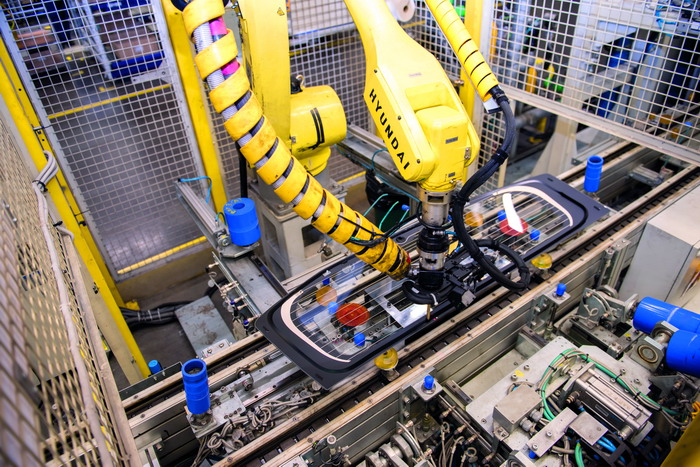

В цехе сборки было внедрено еще одно важное улучшение – система автоматического обнаружения проблем при нанесении герметика на стекло роботом. Прежняя система могла контролировать только наличие или отсутствие герметика и праймера на поверхности стекла. При этом она была не способна отследить такую важную проблему, как появление пузырьков воздуха в герметике. Операторам на станции приходилось самостоятельно за этим следить, так как эта проблема могла привести к серьезным последствиям во время теста на герметичность.
Чтобы избежать проблем с герметиком, на наконечник робота была установлена видеокамера, которая в онлайн-режиме записывает, транслирует на монитор и сравнивает нанесение с эталонным образцом. Программа четко контролирует высоту и положение герметика. Герметик должен быть нанесен точно по линии праймера, а траектория нанесения должна быть ровной, без каких-либо волн и пузырьков воздуха. Если происходит ошибка, то стекло не поступает на установку, а задерживается для проверки оператором. Таким образом исключается возможность дефекта, а также экономится время, которое сотрудник тратит на осмотр каждого стекла.

Ранее задние бамперы поступали на нужную станцию цеха сборки на электротележках, их доставлял сотрудник компании Glovis. Перед этим в зоне выгрузки бамперов сотрудники компании Mobis выкладывали эти компоненты в нужной последовательности и распечатывали для них листы спецификации.
Этот процесс отнимал много времени у сотрудников сразу нескольких компаний, поэтому было принято решение о замене ручной подачи компонентов на автоматическую. По аналогии с линией доставки передних панелей были установлены современная конвейерная линия и специальный лифт для подачи задних бамперов. Теперь компоненты самостоятельно попадают на станцию в нужной последовательности. Кроме того, отсутствует необходимость печатать для них листы спецификации.
Новое оборудование достаточно дорогое, но это разовое вложение средств быстро окупится за счет снижения затрат на бумагу, электричество и рабочую силу. Данная конвейерная линия значительно облегчила работу операторов, которые ранее были вынуждены передвигать тележки и снимать задние бамперы с высоко расположенных полок. Сотрудник компании Glovis, занимавшийся доставкой задних бамперов на станцию, теперь доставляет другие компоненты.
На линиях Trim, Final 1 и Final 2 цеха сборки есть станции, на которых сотрудники используют электронные гайковерты (EC Tool) для затяжки соединений. Ранее операторы вручную сканировали сборочную инструкцию каждой поступающей на станцию модели и перестраивали гайковерт на нужную программу. Теперь данные о последовательности автомобилей на линии загружаются автоматически из системы MES и поступают на инструмент, благодаря чему гайковерт сам перестраивается на нужные параметры усилия и количества затяжек. При этом на гайковерт подается сигнал о том, что он готов к работе. Такой же сигнал поступает в момент, когда затяжку соединений необходимо завершить. Таким образом, сотрудникам станций больше не нужно тратить время на сканирование сборочных инструкций, смена последовательности происходит автоматически, значительно облегчая и ускоряя работу. На данный момент система установлена на 30 станциях линий Trim, Final 1 и Final 2 и проходит отладку.
На станции установки колес использовалось оборудование для затяжки болтов и контроля момента затяжки. Устройство работало на станции почти 10 лет и было достаточно изношено. В процессе модернизации его заменили на новое, более мощное и позволяющее осуществлять настройку большего количества параметров. В настоящее время в цехе проводится тестирование устройства, постоянно присутствует представитель компании-поставщика, который совместно с инженерами при необходимости осуществляет доводку. Так, например, после установки сотрудникам было не совсем удобно использовать инструмент, поэтому с учетом их пожеланий были изменены угол вращения и траектория движения оборудования.













