В 60–70 годы произошло потрясающее событие всемирно-исторического значения, которое (из-за языковых проблем?) не заметили в СССР. Эпоха массового индустриального производства (империализм) подошла к концу. Фирме «Тойота» удалось создать в 2–3 раза более эффективную технологию поточного изготовления индивидуальных изделий в рамках позаказного производства, теперь известную как Toyota Production System, TPS. Позже этот новый тип производства назвали английским словом «Lean», которое буквально можно перевести, как тощий, худощавый, постный. В России Lean Production принято переводить как Бережливое производство.
Благодаря своей фирменной производственной системе Тойота — самое прибыльное и самое уверенно растущее предприятие мира. Может быть, поэтому аббревиатура TPS получила еще одну расшифровку:
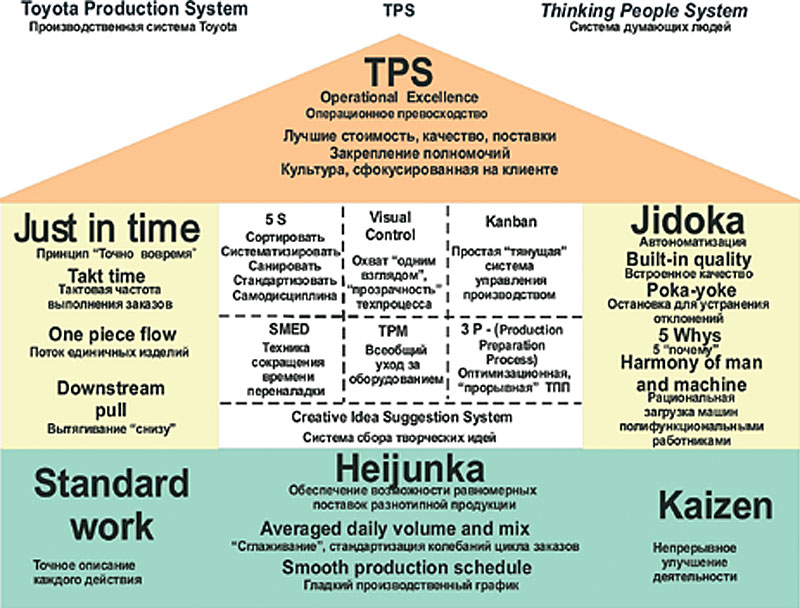
Схема «Дом TPS» (инструменты и принципы)
Схема «Дом TPS» была разработана Таичи Оно (Taiichi Ohno) и И. Тойода (E. Toyoda) специально для того, чтобы упростить объяснение сути производственной системы Тойоты служащим и поставщикам. По словам разработчиков, форма дома (крыша, колонны и основание) была использована преднамеренно, потому что она понятна каждому и символизирует стабильность и основательность.
Фундамент «здания TPS» — 3 принципа: Хейдзунка (heijunka), Кайдзен (Kaizen) и стандартная работа (Standard work).
Хейдзунка — организация «сглаживания» производственного плана, при котором заказы выполняются циклами, а дневные колебания уровня заказов приводятся к их значению в долгосрочной перспективе. Например, если заказчик за неделю заказал 200 штук продукта А, 200 штук продукта В и 400 штук продукта С и хочет получать их партиями по 200, 200 и 400 штук соответственно, после сглаживания данные продукты пойдут в производство в следующей последовательности: А, С, В, С, А, С, В, С, А, С и так далее. Подобным же образом, если заказчик желает забирать свой недельный заказ в 800 штук партиями по 200 штук в понедельник, 400 штук во вторник, ни одной в среду, 100 в четверг и 100 в пятницу, после сглаживания производственного графика завод будет выпускать по 100 штук каждый день в следующей последовательности: А, С, А, В и так далее. Некоторые виды сглаживания неизбежны при любом типе производства: и массовом, и бережливом (если только фирма и все ее поставщики не обладают бесконечной производительностью и нулевым временем переналадки). Бережливое производство ориентируется на создание избытка производственных мощностей во времени из-за высвобождения ресурсов и уменьшения времени переналадки. При этом возникающие несоответствия между хейдзунка и реальным спросом минимизируются, чему весьма способствует процесс «сглаживания сбыта» (level selling).
Кайдзен — непрерывное, постоянное улучшение деятельности с целью увеличения ценности и уменьшения потерь.
Стандартная работа (standard work) — точное описание каждого действия, включающее время цикла, время такта, последовательность выполнения определенных задач, минимальное количество запасов для выполнения работы.
Правая колонна – дзидока (jidoka) – привнесение человеческого интеллекта в автоматы, способные самостоятельно обнаруживать первый дефект, после чего сразу остановиться и сигнализировать о том, что нужна помощь. Этот подход, называемый иначе автономизация (autonomation), впервые был применен Сакити Тоёдой в начале XX века в новом проекте автоматического ткацкого станка, который немедленно останавливался, если рвалась нить. Благодаря этому один оператор мог обслуживать несколько станков, не боясь выпустить много бракованной ткани.
Автономизация обеспечивается и поддерживается через Встроенное качество (Built-in quality), Пока-ёке (Остановка для устранения отклонений), способ пяти «почему», а также рациональную загрузку машин полифункциональными работниками (Harmony man and machine).
Пять «почему» (five whys) — способ, которым Тайити Оно подходил к поиску причины любой проблемы, и заключавшийся в том, что для нахождения первопричины проблемы надо минимум пять раз спросить «почему». Только после этого можно браться за разработку и реализацию корректирующих воздействий.
Левая колонна — это принцип «Точно во время» (Just In Time).
Окна «Здания» — инструменты TPS. Среди них 5S, Канбан, SMED, TPM, 3P и система сбора творческих идей и предложений — основной инструмент Бережливого производства, обеспечивающий процесс постоянного совершенствования.
5S — пять шагов эффективной организации рабочего пространства и стандартизации действий персонала, основанная на визуальном контроле, это:
Типовые инструкции, шаблоны, лучший опыт предприятий вы можете найти в практическом руководстве по внедрению 5S.
Визуальный контроль (visual control) — такое размещение инструментов, деталей и индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы.
Канбан (kanban) — простая тянущая система управления производством при помощи передаваемых исполнителям карточек-заданий.
Быстрая замена пресс-форм (SMED — Single Minute Exchange of Dies) — техника сокращения времени на переналадку производственного оборудования.
Всеобщий уход за оборудованием (Total Productive Maintenance, TPM) — набор методов, возникших в компании Nippondenso (входит в группу Toyota) и направленных на то, чтобы каждый станок постоянно находился в работоспособном состоянии, а производство никогда не прерывалось.
Оптимизационная технология подготовки производства (Production Preparation Process, 3P) — Быстрая перепроектировка производственного процесса и размещения оборудования, для того чтобы обеспечивать гарантированную производительность оборудования и качество. 3P минимизирует количество необходимых ресурсов, например капитала, количество используемых инструментов и приспособлений, пространство и время, необходимое для осуществления производственного процесса.
Система сбора творческих идей и предложений — основной инструмент поддержания процесса постоянного совершенствования (Кайдзен). Наиболее популярный способ сбора предложений — кружки качества.
Идея Бережливого производства в том, что любое действия на предприятии проверяется — создает оно ценность для Потребителя или нет. Главная цель Бережливого производства — избавиться от потерь — действий, которые не создают ценность. Во всем мире потери стали называть японским словом муда (muda), которое означает любую деятельность, потребляющую ресурсы, но не создающую ценности. Для этого действия следует разделить на три категории:
Для удобства обнаружения японцы поделили потери на семь видов, позже американцы добавили восьмой:
Даже с американской добавкой в японской классификации не видно завершенности и логической полноты. Поэтому во время проработки фирменной производственной системы на Автомобильном заводе КАМАЗа предложена классификация на основе шести фундаментальных ресурсов, с точки зрения их недостатка и избытка и предложены обозначения:

Классификация на основе шести фундаментальных ресурсов
Аналогичный подход требует добавить в известную методику 5S в качестве четвертого этапа ещё один шаг — «соблюдать динамический порядок», — воплощение известного правила: «чисто не там, где метут, а там, где не сорят». Особенно это касается инструмента: не заставляй искать — положи на место или оставь на виду. Дополнение в методику 5S внесли во время проведения семинаров для руководителей ООО «КАМАЗ-Металлургии».
| № | Японский термин | Русский термин | Английский термин | Перевод английского термина | Содержание деятельности |
| 1 | Сейри | Сортировать (организация) | Sort | Разбирать, классифицировать | Удаление ненужного |
| 2 | Сейтон | Систематизировать (порядок) | Set in Order (Straighten) | Приводить в порядок | Упорядочение размещения предметов |
| 3 | Сейсо | Санировать (чистоплотность) | Shine (Sweep) | Чистить (подметать) | Очистка рабочего места, устранение источников загрязнения |
| 4 | ? | Сохранять динамический порядок | Save | Сохранять | Непрерывное поддержание порядка во время работы |
| 5 | Сейкетсу | Стандартизовать (опрятность) | Standardize | Стандартизировать, Нормировать | Стандартизация правил уборки, упорядочения, очистки |
| 6 | Ситсуке | Самодисциплина | Sustain (Selfdiscipline) | Поддерживать (самодисциплина) | Формирование привычки соблюдать чистоту и порядок |
Ключевым инструментов в TPS является карта потока создания ценности VSM (value stream mapping), которая с применением новых обозначений становится более удобной для построения производственной системы КАМАЗ.

Правила картирования потока создания ценности (VSM-M)

КАК ЕСТЬ (Карта текущего состояния)

КАК ДОЛЖНО БЫТЬ (Карта будущего состояния)
В результате построения карты будущего состояния стало понятно, что Время Цикла (как часто процесс «выдает» деталь или продукт) можно сократить больше чем в 2 раза. Доля Времени Создания Ценности (время операций или действий, в результате которых продукту фактически придаются свойства, за которые клиент готов платить) при этом значительно увеличится.
Для уменьшения времени цикла составляется программа перестройки производства в компактный, избавленный от потерь, поток единичных изделий. Удобным инструментов является «ОТЧЕТ ФОРМАТА A3» (см. Иллюстрированный глоссарий по бережливому производству, под ред. Чета Марчвински и Джона Шука), включающий VSM-M и планировки «как есть», «как должно быть», расчеты времени такта, цикла и продолжительности нахождения изделия в производстве, а так же график Гантта с этапами совершенствования производства.
Все это части процессов описания Standard Work и выглаживания потока (Heijunka), символом которых будет появление на рабочих местах ИНДИВИДУАЛЬНЫХ ВИЗУАЛЬНЫХ РАБОЧИХ ИНСТРУКЦИЙ и андонов (средств визуального контроля процесса, которые отображают данные о текущем состоянии и предупреждают о неотложных проблемах).
Типовые инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.












