Рост потребности в выпуске уникальных изделий по индивидуальным запросам покупателей меняет промышленное производство. Например, в автомобилестроении возникает задача выпуска большого числа комплектаций и моделей разными по количеству партиями. Это делает актуальной задачу организации экономически оправданного выпуска небольших партий продукции в рамках общего объема массового производства. Как решить эту задачу без увеличения себестоимости и какие современные решения способны обеспечить переход от конвейерного к матричному производству?
|
Алексей Насакин, к.т.н., системный архитектор, компания «Национальная платформа»
|
Михаил Пономарев, заместитель директора департамента дирекции по работе с промышленными предприятиями компании «Систематика» |
Рост потребности в выпуске уникальных изделий по индивидуальным запросам покупателей меняет промышленное производство. Например, в автомобилестроении возникает задача выпуска большого числа комплектаций и моделей разными по количеству партиями. Это делает актуальной задачу организации экономически оправданного выпуска небольших партий продукции в рамках общего объема массового производства. Как решить эту задачу без увеличения себестоимости и какие современные решения способны обеспечить переход от конвейерного к матричному производству?
Концепция матричного производства состоит в том, что сборочные операции в цехе выполняются не на жестко организованном последовательном конвейере, а внутри отдельных стандартных производственных ячеек, которые размещаются в цехе в узлах регулярной сетки – матрицы. В ячейках устанавливаются промышленные роботы и поворотные столы с необходимой технологической оснасткой, приемные приспособления для инструментов, специализированное оборудование. Ячейки за счет сменного инструмента и оснастки могут перенастраиваться на различные технологические операции: либо производственные – сварка, сборка узлов с помощью резьбовых соединений и т.д., либо операции контроля – неразрушающий контроль материалов, 3D-сканирование формы сложных изделий и т.д.
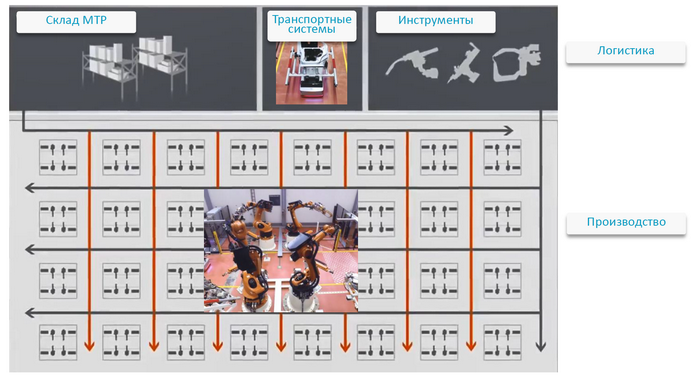
Рис.1. Концепция матричного производства
«Получение на складе» и транспортировка комплектующих, деталей, узлов, материалов, сменного инструмента между ячейками осуществляется автоматическими тележками (интеллектуальное средство доставки) – мобильными роботами по программе с учетом комплектации данного изделия и производственной загрузки отдельных ячеек. По прибытию тележки в ячейку робот «забирает» детали, материалы и инструмент и начинает работать с ними.
Таким образом обеспечивается гибкость по всей цепочке выпуска изделия. При смене производственного задания система автоматически перестраивается, и становится возможным выпуск партий уникальных изделий в рамках массового производства.
Преимущества и особенности матричного производства:
С развитием робототехники и удешевлением производства промышленных роботов в течение 5-10 лет будет происходить постепенный переход конвейерных производств к матричным.
Компания KUKA выпускает широкий спектр промышленных роботов и самоуправляемых платформ, которые могут «закрыть» практически все технологические задачи на большинстве промышленных предприятий:
Программирование и перепрограммирование роботов осуществляется с помощью комплекта специализированного ПО, которое компания поставляет вместе с роботами:
Планирование ресурсов и управление матричным производственным процессом имеет свои особенности, которые необходимо учитывать в ERP-системе.
ERP и концепция матричного производства
Для ERP-системы производственные мощности в данном случае представляют собой матрицу из регулярно расположенных, аналогичных по набору параметров производственных ячеек:
В соответствии с производственным заданием транспортная система доставляет заготовку и инструмент к определенной производственной ячейке, после завершения операции передает полуфабрикат по маршруту на следующую ячейку и т.д.
В стандартную версию ERP-системы «Ма-3» заложено все необходимое для реализации концепции матричного производства.
«Ма-3» с точки зрения организации функциональных модулей выглядит следующим образом:
Всего в системе 92 функциональных модуля, она содержит все необходимые инфо-объекты для планирования и управления производством. Например, многоуровневый состав изделия, который позволяет описать изделия любой сложности. В стандарте 30 уровней вложения, настройками можно довести это число до 99. Другой пример – реализация производства сопутствующих продуктов через так называемые «отрицательные спецификации». Этот же подход можно использовать для реализации процесса разборки сложного изделия.
Планирование производства, подетальное планирование – это обычно достаточно длительный и ресурсоемкий процесс. В «Ма-3» можно запустить этот процесс в варианте «in memory», что в разы сокращает длительность производственного планирования. Технология «in memory» подразумевает реализацию вычислений и временного хранения информации в оперативной памяти выделенных серверов, когда задача целиком «вытягивается» в оперативную память, там обрабатывается до завершения, и только после этого возвращается на диск.
Представление технологического маршрута
Для того чтобы спланировать производственный процесс, прежде всего нужны два объекта – Конструкторский состав изделия и Технологическая карта изделия. В «Ма-3» можно реализовать состав изделия любой сложности и технологический маршрут с неограниченным количеством операций.
Для рассмотрения матричной модели более интересна Технологическая карта, поэтому дальше поговорим о ней более детально.
В каждой Операции, в «Ма-3» можно использовать 4 сегмента времени – Установка, Выполнение (операции), Переналадка и Окончание. Для оптимизации производственного планирования можно использовать, например, различные типы перекрытия Операций и разделения Операций.
И что очень важно для матричной модели – к каждой Операции можно привязать свой Ресурс (то есть Оборудование) и свой Инструмент.
Перекрытие и разделение Операций может быть реализовано по количеству произведенной продукции либо по времени Операции. Разделение также возможно пропорционально количеству альтернативных Ресурсов.
Рис. 2. Перекрытие операций
Рис. 3. Разделение операций
Особенности ведения технологических карт:
1. Учет различных составляющих длительности операций;
2. Индивидуальная настройка перекрытия операций:
3. Разделение операций как инструмент использования альтернативных ресурсов:
4. Привязка к операции необходимой дополнительной информации:
Для каждой производственной Операции можно привязать основной Ресурс и набор альтернативных Ресурсов, а также основной Инструмент и набор альтернатив.
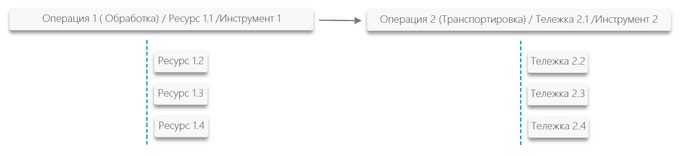
Рис. 4. Использование альтернативных Ресурсов
После каждой операции «Обработка», может следовать операция «Транспортировка». В операции «Обработка», соответственно, указан Ресурс для производства, в операции «Транспортировка» – Ресурс для транспортировки.
Система знает из Техкарты, какая будет следующая Операция и какой нужен инструмент на следующей Операции. Когда Тележка выезжает из парка, она берет инструмент для следующей операции, далее забирает Инструмент и Полуфабрикат с предыдущей, оставляет Полуфабрикат и Инструмент на следующей ячейке, отвозит «предыдущий» Инструмент в Магазин.
В единой последовательности Операций могут быть указаны Операции контроля, которые также могут быть реализованы с помощью стандартных роботизированных ячеек.
Планирование загрузки производственных ресурсов
В «Ма-3» реализован автоматический процесс планирования производства, состоящий из нескольких шагов. В едином процессе, запустив эту программу, вы можете автоматически рассчитать позаказный план производства целого предприятия. Система в ходе этого процесса создаст тысячи производственных заказов и заявок на закупку. Для ускорения этого процесса вы можете запустить его в режиме «In memory». После чего к вашим услугам процедура Выравнивания загрузки производственных мощностей. Все это работает и для матричной модели.
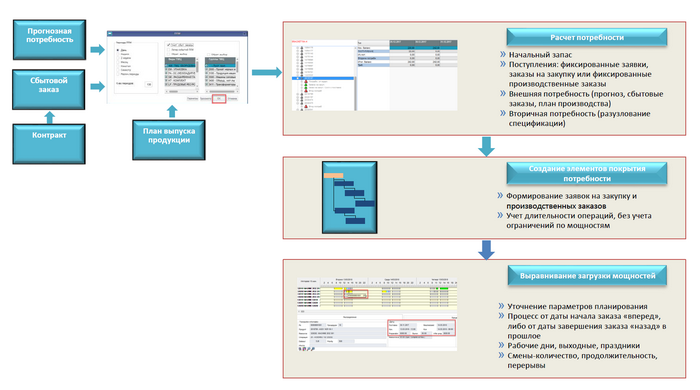
Рис.5. Планирование загрузки производственных ресурсов
При этом обеспечивается гибкость процесса планирования – возможность уточнения задачи и настройки параметров перед каждым из трех этапов планирования, возможность раздельной настройки параметров для заявок на закупку и производственных заказов.
Какой будет матрица производственных ячеек – полной или частичной? В «полной» матрице все ячейки являются альтернативными друг другу, в «частичной» матрице альтернативы будут, например, расположены по вертикали (как показано на рис.6). В случае вертикальных альтернатив сохраняется поступательный характер маршрута, что практически гарантирует некоторую оптимальность суммарной длины перемещений тележек.
На рисунке 6 показаны результаты планирования производственного процесса для «частичной» матрицы ресурсов (альтернативные ресурсы расположены по вертикали)
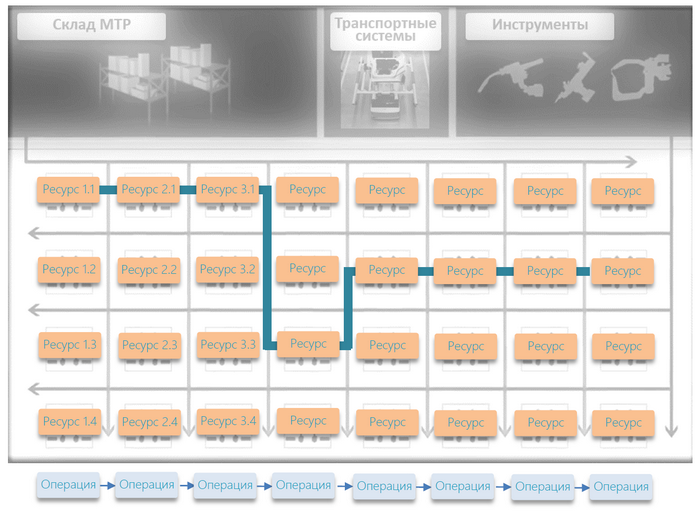
Рис. 6. Результаты планирования производственного процесса при вертикальном расположении альтернативных ячеек.
Система в ходе планирования сначала пытается использовать основной Ресурс, но если он для данного момента времени занят, смещается по вертикали на альтернативный Ресурс (ячейку) и т.д. (последовательность использования производственных ячеек матрицы показана сплошной синей линией).
Средства интеграции ERP «Ма-3» и роботов компании KUKA
Для интеграции ERP-системы, производственных и транспортных роботов могут быть использованы стандартные программные компоненты, входящие в состав поставки данных систем:
По сути, через интерфейс из ERP-системы в матрицу роботов будет передаваться код Ресурса (ячейки), код Операций, которую необходимо выполнить, плюс информация об используемом Инструменте. В обратном направлении будет передаваться информация о фактических результатах выполнения очередной Операции.
Возможные направления развития концепции матричного производства.
С точки зрения возможных направлений развития концепции матричного производства можно выделить следующие:
Проведенный анализ позволяет сделать вывод, что в настоящий момент для реализации концепции матричного производства есть все необходимые компоненты: с одной стороны – это развитый парк автоматизированных роботов, с другой стороны – полномасштабная ERP-система «Ма-3», эффективно решающая задачи планирования и управления производственным процессом.
ГКС (АО «Группа Систематика»)
www.gcs.ru
Тел: +7 (495) 729 51 70
E-mail: pr@gcs.ru
![]()
![]()
![]()














